激光锡焊机与激光焊接机有什么区别对比
激光锡焊机与激光焊接机虽同以激光为热源,但核心原理、应用场景、技术参数等存在本质差异 ——激光锡焊机是 “精密钎焊设备”,专注电子行业微小焊点的焊料介导连接;激光焊接机是 “高能熔焊设备”,侧重金属 / 部分非金属的母材直接熔融结合。两者的具体区别可从以下 6 个核心维度详细解析:
一、核心工作原理:“焊料介导” vs “母材熔融”
这是两者最根本的差异,直接决定了适用场景的分化:
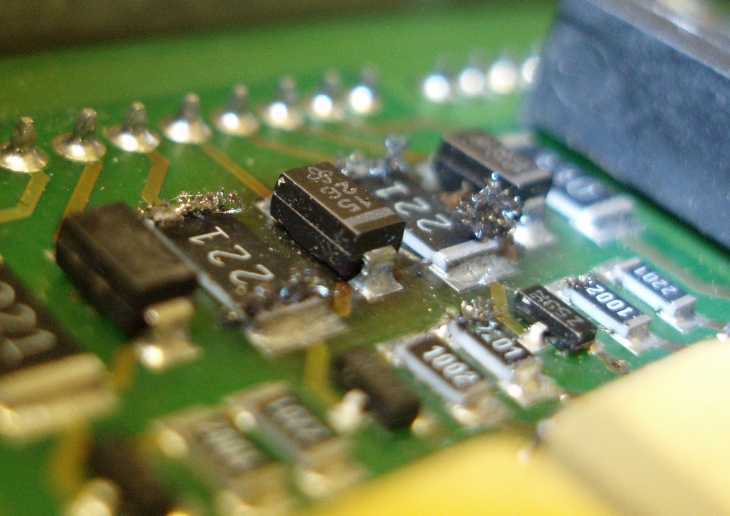
激光锡焊机:本质是 “激光钎焊”,核心逻辑是 “不熔化母材,只熔化焊料”。激光能量聚焦于锡膏、锡丝或预制锡片等低熔点焊料(如 Sn-Ag-Cu、Sn-Bi 合金,熔点通常 180-230℃),焊料熔融后通过毛细作用填充元件与基板(如 PCB 板)的间隙,冷却后形成机械与电气连接。过程中需精准控制热输入,避免损伤周边热敏元件。
激光焊接机:本质是 “激光熔焊”,核心逻辑是 “直接熔化母材”。高能激光束(功率密度≥10⁶ W/cm²)聚焦于工件接合处,使母材(如钢、铝、铜)直接熔化形成熔池,冷却结晶后实现原子级冶金结合,无需额外焊料(部分异种材料焊接除外)。焊接强度依赖母材自身的熔融融合,适合结构性连接。
二、适用材料:“电子基材 + 焊料”vs“金属 / 部分非金属”
激光锡焊机:针对性极强,核心适配电子制造中的 “基板 + 元件” 组合,如 PCB 板、FPC 软性线路板、电子连接器、微型扬声器、传感器等,母材多为铜、金、镍等导电金属(厚度通常微米级至毫米级),且必须搭配专用锡基焊料使用。特别适合温度敏感元件(如芯片、光敏器件)的焊接,热影响区可控制在 50μm 以内。
激光焊接机:材料适应性更广,以金属为主(碳钢、不锈钢、铝、铜、钛及其合金等),部分机型可焊接塑料(如汽车塑料部件)。既能处理薄壁材料(如手机外壳 0.1mm 不锈钢),也能实现中厚板(如汽车车身 1-5mm 钢板)的焊接,支持同种材料或相容异种材料(如钢 - 铜、铝 - 镁)的连接。
三、应用场景:“电子精密微焊” vs “工业结构焊接”
两者的应用领域几乎无重叠,完全服务于不同制造场景:
| 维度 | 激光锡焊机典型应用 | 激光焊接机典型应用 |
|---|---|---|
| 行业 | 电子、微电子、通讯、消费电子 | 汽车、航空航天、电池、模具、新能源、珠宝 |
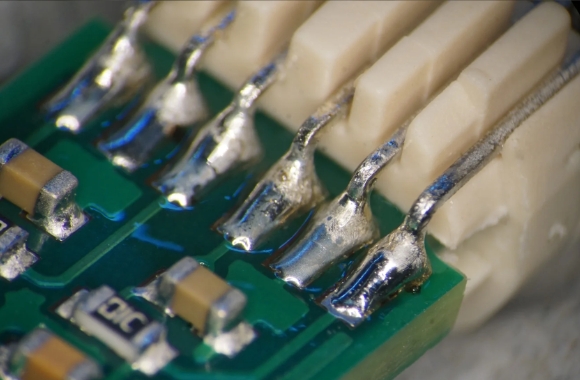
| 具体场景 | 1. PCB/FPC 板点焊、USB 排线焊接;2. 手机摄像头模组、VCM 音圈马达焊接;3. 高频传输线、液晶屏(LCD/TFT)封装;4. 热敏 / 光敏元件点焊 | 1. 汽车车身钣金、电池极耳 / 壳体焊接;2. 航空航天零部件精密对接焊;3. 不锈钢厨具、金银首饰点焊;4. 模具修补、太阳能组件焊接 |
| 焊接需求 | 电气连接可靠、焊点微小(0.15-0.3mm)、无元件损伤 | 结构强度高、焊缝连续(对接 / 叠焊 / 密封焊)、熔深可控 |
四、技术参数:“精准控温” vs “高能高效”
| 参数类型 | 激光锡焊机 | 激光焊接机 |
|---|---|---|
| 激光功率 | 低功率(60-200W),侧重精准控温 | 中高功率(500-2000W+),侧重能量密度 |
| 定位精度 | 更高(±0.03mm),适配微米级焊点 | 较高(±0.05mm),适配结构件焊接 |
| 热影响区(HAZ) | 极小(<50μm),保护敏感元件 | 相对较大(根据材料厚度变化,通常>100μm) |
| 焊接速度 | 点焊为主(0.3 秒 / 点),适合批量微焊点 | 连续焊接(1-20m/min),适合长焊缝 |
| 作业方式 | 非接触式,光斑直径 20-200μm,零机械应力 | 非接触式,可支持摆动焊接、环形光斑技术 |
五、核心优势:“精密防护” vs “强韧高效”
激光锡焊机:核心优势是 “微区精准加热”—— 非接触作业避免元件位移 / 静电损伤,热影响区极小(如 0.15mm 焊盘焊接时热影响区仅 38μm),可焊接 0.15mm 间距的微小元件,良率高达 99.5%,且无 VOC 排放,符合电子行业无尘要求。
激光焊接机:核心优势是 “高强度高效连接”—— 焊缝深宽比可达 5:1-10:1.焊接强度接近母材本身,焊接速度快(是传统焊接的数倍),且非接触式作业减少工具磨损,适合自动化批量生产,可实现密封焊等特殊需求。
六、关键差异总结
| 对比维度 | 激光锡焊机 | 激光焊接机 |
|---|---|---|
| 本质属性 | 激光钎焊(焊料介导) | 激光熔焊(母材熔融) |
| 核心目的 | 实现电气 + 机械连接(精密电子) | 实现结构强度连接(工业部件) |
| 依赖条件 | 必须使用锡基焊料 | 无需焊料(母材自熔) |
| 热管理重点 | 最小化热输入,保护周边元件 | 保证熔深均匀,控制焊接变形 |
| 典型焊点 | 微小点状焊点(直径<0.3mm) | 连续 / 断续焊缝(熔深 0.1-5mm+) |
选型建议
若需焊接电子元件、PCB 板、微小精密器件,且要求无热损伤、焊点微小 —— 选激光锡焊机;
若需焊接金属结构件、追求高强度焊缝、处理中厚板或连续焊缝 —— 选激光焊接机。
简单来说,两者的区别如同 “外科手术刀” 与 “工业熔炉”:前者专注电子制造的 “微米级精密缝合”,后者专注工业生产的 “高强度结构锻造”,虽同属激光加工,但应用场景完全独立,无替代关系。


