激光焊锡技术应用于LCD模组
FFC排线又称柔性扁平线缆,可以任意选择导线数目及间距,使联线更方便,大大减少电子产品的体积,减少生产成本,提高生产效率,最适合于移动部件与主板之间、PCB板对PCB板之间、小型化电器设备中作数据传输线缆之用。普通的规格有0.5mm、0.8mm、1.0mm、1.25mm、1.27mm、1.5mm、2.0mm、2.54mm等各种间距柔性电缆线。本文主要介绍的是FFC、FPC排线怎样焊接及激光自动焊锡应用方案。
FPC排线焊接方案
一、松盛光电恒温高速激光锡焊系统
本系统适用行业广泛,适合多行业发展。主要功能:是用来焊接FPC、FFC及各种软排线,以及各种端子排线。
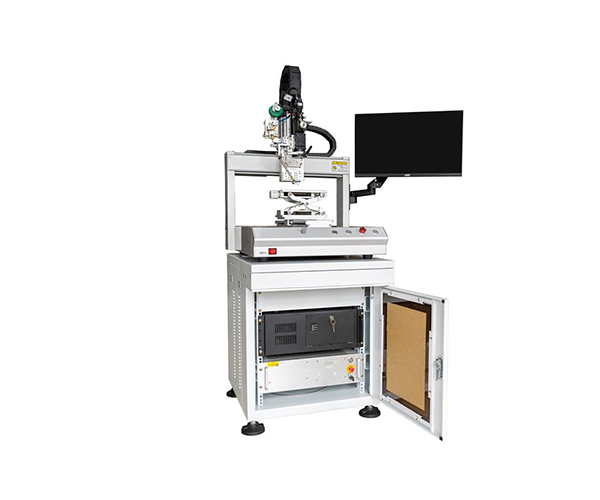
桌面式温度反馈激光焊锡系统由半导体激光焊锡系统、CCD视觉对位系统、温度反馈控制系统等组成,调节精密,数字显示。其中温度、时间参数都由专业的恒温锡焊参数设置软件通过操作面板输入,温度设置范围为100℃-600℃,可自定义设置时间范围。这为焊接一个产品的三大要素。
二、产品焊接示意图
A、焊接优点:
焊接牢固、焊接效率高,根据产品的尺寸适当的也可以同时焊接多个,且每次焊接时间为3至5秒。
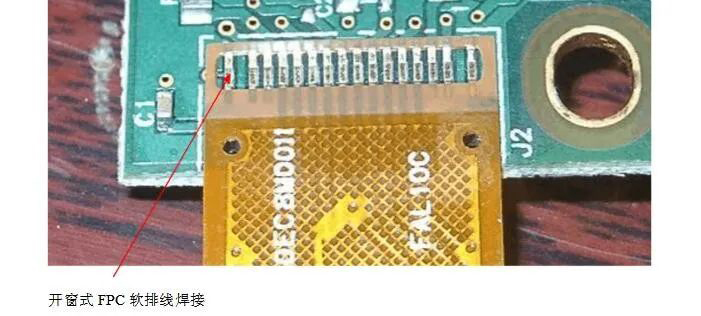
B、焊接注意事项:
焊盘需要加入足够的锡量,锡量也不必太厚,一般不开窗式的FPC锡量为0.1左右厚的锡量,开窗式的FPC 锡量为0.2-0 3厚的锡量,如有带过孔的FPC介于前两者之间当然最终的效果,还要根据现场来调整。
C、焊接过程:
1、第一步:放入产品到治具上,同时对好位置。
2、第二步:按下双手按制,启动焊接
3、第三步:焊锡工作台,运动到焊接的位置,等待CCD视觉定位系统抓取定位点。
4、第四步:激光焊接头下压,启动激光束发热。
5、第五步:等待焊接完毕,回到第一步。
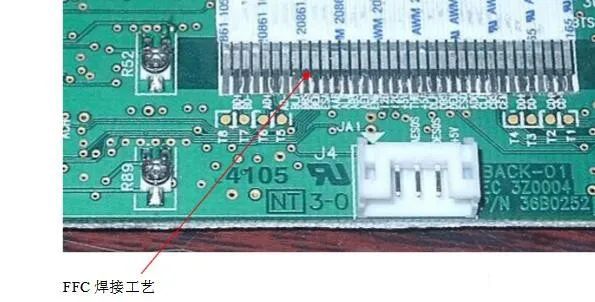
三、焊接工艺操作
说明:
FPC 焊接,首先FPC 焊盘需对着PCB 焊盘,这样才能焊接劳固;要在焊盘点上括上少量的锡,便于后续焊接。如果锡量不足的话,将会导致焊接的不良:当锡量太多,也会导致锡的溢出的可能, 使得焊接点不美观,控制好焊盘的锡量,是焊接工艺的第一要点。
四、系统技术参数
型号:WH-LA80
焊接方式:无接触激光焊接
激光器波长:915/980 (可选)
光纤芯径:400μm(200μm,600μm可选)
适用锡丝直径:0.5mm-1.2mm
焊盘面积:0.1mm以上
最大输出功率:20W-200W(标准配置80W)
最小激光光斑大小:50μm(取决于选配激光器)
聚焦范围:50-190mm
工作平台传动方式:伺服电机+滚珠丝杆
焊接范围:200mmX300mm(标准) 更大范围更定制
控制方式:高性能工业PC控制,温度反馈,恒温焊接
供电电源:220(110)V/50(60)Hz
五、系统特点
1.激光光路,CCD光路,测温光路三点同轴,完美的解决了行业内多光路重合难题,并避免复杂调试
2.激光加热,焊点瞬间升温,独创的温度反馈系统,对焊点温度实时测量、监控,可实时负反馈控制焊点的温度,并能实时呈现焊接温度曲线,保证焊接的良率
3.适用于各种高密度TAB、TCP 压接及FPC、FFC
4.中英双语界面输入,操作方便
5.应用软件系统方便易学,操作方式安全,可快速应用于产线
6.成熟可靠,20年半导体激光器研发、使用经验,10年自动焊锡经验


