激光锡焊中锡膏应该怎么选择?
在激光锡膏焊接工艺中,锡膏的选择至关重要,焊接材料对焊接结果起着决定性的作用。松盛光电来给大家介绍应该怎么选择锡膏,来了解一下吧。
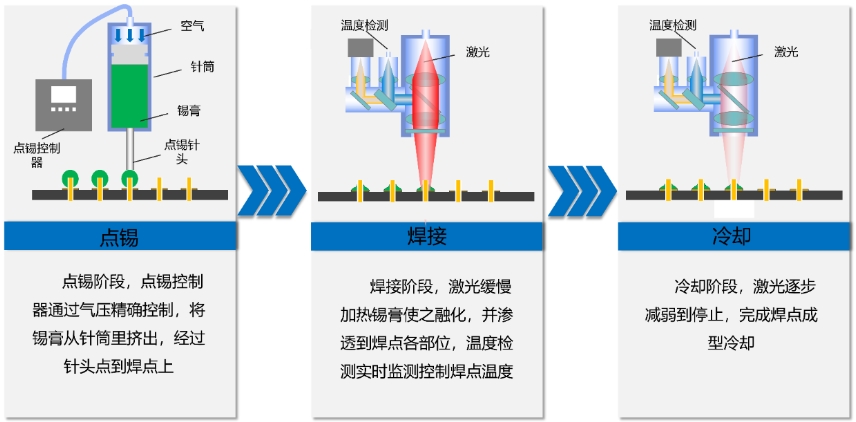
专用性:激光焊接,尤其是激光锡膏焊接,是一种快速的非接触焊接,单点焊接时间一般在1秒左右。因此,应选择专用的激光锡膏,而不是普通的回流焊锡膏。普通钎焊锡膏的设计主要用于回流焊,焊接时间长,通常在5分钟左右。如果用于激光焊接,可能会出现油炸、飞溅、锡珠等不良现象。
合金成分方面
根据焊接材料匹配:如果是焊接铜材料,Sn - Cu 系合金锡膏是较好的选择,如 Sn99.3Cu0.7.因为铜与锡 - 铜合金在焊接过程中能形成良好的冶金结合,焊点强度高。对于焊接银或银合金材料,含有银成分的锡膏(如 Sn96.5Ag3Cu0.5)能保证良好的兼容性,防止出现金属间化合物生长异常等问题。
考虑产品使用环境:对于在高温环境下使用的产品,应选择高温合金成分的锡膏。例如,Sn - Ag - Cu 系合金锡膏(如 Sn96.5Ag3.0Cu0.5)熔点相对较高,其焊接后的焊点在高温环境下仍能保持较好的机械性能和电气性能,可承受较高的温度。而在对温度较为敏感的电子设备中,像一些低功耗的手持设备,可以使用低温锡膏,如 Sn42Bi58 合金锡膏,其熔点较低,在焊接过程中对周围元件的热影响较小。
锡粉颗粒度方面
依据焊接精度要求:对于微小间距焊接,如微间距芯片封装(引脚间距小于 0.5mm),需要选择细颗粒度的锡粉。通常 5# 粉(15 - 25μm)或 6# 粉(5 - 15μm)较为合适,这些细粉能够更精准地填充在微小的焊接间隙中,保证焊接质量。而对于一些对焊接精度要求不高,如较大焊点的焊接或者焊接面积较大的情况,3# 粉(25 - 45μm)或 4# 粉(20 - 38μm)可以满足要求,并且可以提高锡膏的印刷效率。
考虑锡膏流动性:细颗粒度的锡粉锡膏流动性相对较好,适合于点涂、喷射等精细的锡膏施加方式。例如在激光喷射锡膏焊接中,6# 粉锡膏能够更好地通过喷射装置进行精确点涂,并且在激光加热时能快速均匀地熔化。而粗颗粒度锡粉锡膏的流动性稍差,但在某些需要一定堆积高度的焊点或者有一定间隙填充要求的焊接中能发挥优势。
助焊剂体系方面
考虑焊接效果:如果焊接的材料表面氧化程度较高,需要选择活性较强的助焊剂。例如,含有有机酸(如甲酸、乙酸等)成分的助焊剂能够有效地去除金属表面的氧化物,保证焊料与焊件之间良好的润湿和结合。对于一些对残留物要求严格的电子设备,如高精度的医疗电子设备或者光学电子设备,要选择低残留的助焊剂体系,像以合成树脂为主要成分的助焊剂,在焊接完成后留下的残留物少,不会对设备的性能和外观产生不良影响。
关注焊接过程稳定性:助焊剂的黏度和触变性能会影响锡膏在印刷和激光焊接过程中的稳定性。具有适当触变性能的助焊剂可以防止锡膏在印刷过程中出现坍塌、拉丝等现象。例如,一些添加了特殊触变剂的助焊剂,在印刷时能够保持锡膏形状,而在激光加热时又能使锡膏中的焊料顺利熔化和流动,确保焊接过程的顺利进行。
环保要求方面
无铅化要求:随着环保法规的日益严格,无铅锡膏成为很多行业的首选。例如,Sn - Ag - Cu 系合金锡膏是常见的无铅锡膏,它在保证焊接质量的同时,减少了对环境和人体健康的危害。在一些对环保要求极高的领域,如欧盟国家的电子产品制造,无铅锡膏的使用是强制性的。
符合 RoHS 标准:选择符合 RoHS(有害物质限制指令)等环保标准的锡膏,确保锡膏中不含有汞、镉、六价铬、多溴联苯及其醚等有害物质,以满足电子产品在全球市场的销售要求。
在选择激光焊接用锡膏时,建议与供应商沟通,了解不同锡膏的性能特点和适用范围,根据具体的工艺要求和产品要求做出最佳选择。同时,在实际应用中,需要根据焊接效果进行调整和优化,以达到最佳的焊接质量。


