精密激光锡焊设备CCD为什么是标配
激光锡焊已经越来越多的使用在生产线上,解决了很多焊接痛点。现在精密焊接中,激光锡焊基本都配置了CCD,松盛光电小编来给大家介绍精密激光锡焊设备CCD为什么是标配,来了解一下吧。
一、精密激光锡焊的工艺先天痛点
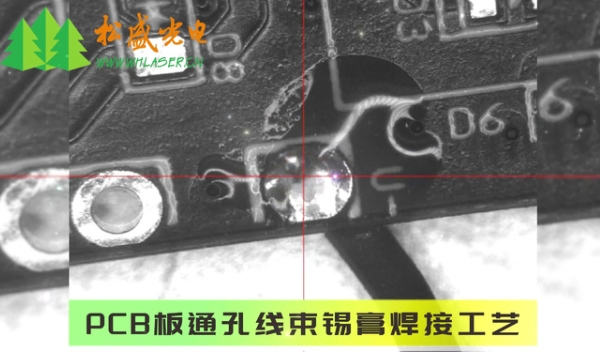
精密激光锡焊加工场景:FPC 软板、PCB 微焊盘、Type-C 接口、传感器插针、硅麦、模组引脚、0201/01005 微型贴片、间距 0.1~0.5mm 微间距器件。工艺特点:
焊点微米级,焊盘极小、引脚密集;
激光光斑极小,偏 0.02mm 就会焊偏、烧元件、连锡短路;
锡丝 / 锡球 / 锡膏微量熔覆,人眼无法分辨熔锡状态;
工件来料有公差、放料有偏移、治具存在机械间隙;
多品种小批量,频繁换线,人工对位根本跟不上精度和效率。
没有 CCD,仅靠机械定位 + 人工对位,根本满足不了精密焊接的基本工艺要求,这是 CCD 成为标配的底层原因。
二、微米级视觉定位,弥补机械结构天生误差
机械结构固有误差直线电机、滑轨、治具夹具本身都有装配间隙、重复定位误差,普通机械定位精度只能做到 ±0.05~0.1mm,完全达不到微焊盘 ±0.005~0.02mm 的焊接要求。
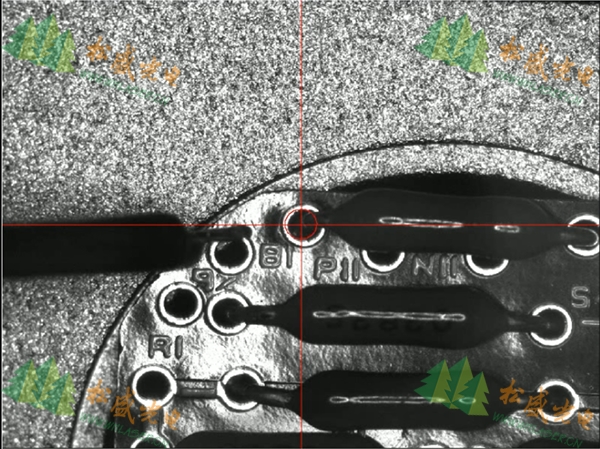
CCD 视觉坐标补偿通过高清 CCD + 远心镜头拍摄工件 Mark 点、焊盘轮廓、引脚边缘,软件自动计算实际坐标与理论坐标的偏差,实时下发给运动轴做动态纠偏。
适配异形 / 无规则工件软板 FPC 易变形、塑胶件注塑变形、模组摆放角度偏斜,机械治具无法逐个适配;CCD 可视觉轮廓匹配、角度自动校正,变形工件也能精准焊接。
三、同轴 CCD + 侧视 CCD,全程焊接过程可视化
激光锡焊是高温瞬时熔焊,激光打点时间毫秒级,锡液融化、润湿、爬锡、凝固全过程肉眼看不清、普通摄像头拍不清。
同轴 CCD(最关键)和激光光路同轴,激光打在哪,CCD 实时看哪,无视差、无偏移:
提前预览焊盘位置,精准瞄准光斑;
焊接中实时观察锡珠熔化、铺展润湿情况;
避免激光打在绿油、引脚侧壁、周边元件上造成烧损。
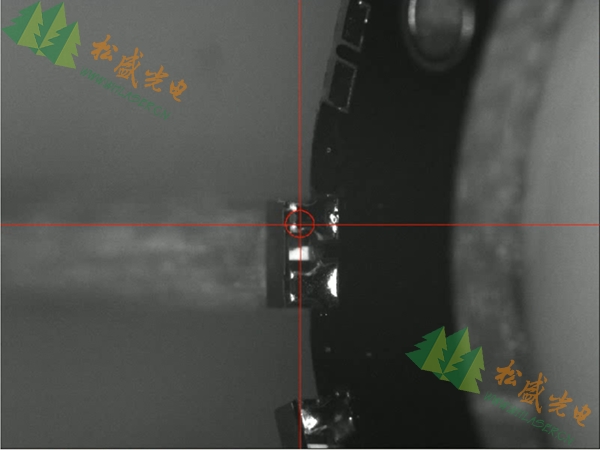
侧视 CCD从侧面监测锡丝送丝垂直度、送丝高度、锡球滴落状态,防止送丝偏斜、堵丝、断丝、锡量过多过少。
强光抑制专用 CCD激光焊接有强弧光、反光、高温眩光,普通相机过曝看不清;工业专用 CCD 带窄带滤光、强光抑制,能清晰拍到熔池和焊点细节,这是普通摄像头替代不了的。
四、自动视觉编程,大幅降低换线门槛与工时
无需专业工装治具传统焊接要做专用定位治具、人工打点对位,换一款产品要几小时调机;带 CCD 视觉:拍照示教→自动识别焊盘→自动生成激光焊接路径,十几分钟完成新产品编程。
支持阵列批量复制PCB 多连板、阵列引脚,CCD 识别单个基准后,自动阵列复制所有焊点坐标,无需逐个手动找点。
新手也能操作不靠老技工经验,视觉自动对位、自动调参,降低对资深调机师傅的依赖。
五、来料公差自动适配,保证批量一致性
实际生产中不可避免:
PCB 板涨缩、板材公差;
元器件封装公差、引脚偏位;
人工放料、流水线输送位置偏移。CCD 具备模板匹配、特征识别、边缘检测算法,每一件工件都单独拍照校正坐标,每件都精准对位,批量生产良率稳定,不会出现前几板正常、后几板批量偏焊。
六、焊点视觉检测 AOI 一体化,省后续质检工序
精密激光锡焊标配 CCD,不只是对位,还兼顾焊后外观检测:
检测虚焊、漏焊、冷焊;
检测连锡、锡珠飞溅、短路隐患;
检测锡量不足、焊点偏移、烧铜皮;直接在焊接工位完成初检,不用额外加 AOI 质检机,节省设备投入和人工质检成本。
七、工艺可追溯、可存档,满足品质管控
CCD 每颗焊点都留存高清图像、焊接坐标、工艺参数,可存档追溯:
出现不良可回看当时焊接画面,快速定位是参数问题、物料问题还是对位问题;
满足电子厂、汽车电子、医疗电子品质溯源、来料审核、客户验厂要求,没有视觉图像记录根本过不了高端客户稽核。
八、成本层面 —— 不加 CCD 反而更贵
不加 CCD:人工对位耗时久、调机慢、换线成本高,不良率高、返工返修成本大;
加 CCD:设备硬件成本增加有限,但省人工、省治具、省返工、省质检、良率大幅提升,综合生产成本反而更低;
现在行业供应链成熟,CCD + 镜头 + 光源 + 视觉算法已标准化,厂商直接集成标配,无需客户额外加钱选配。


