半导体激光器在激光锡焊领域的应用
半导体激光器应用于激光锡焊
锡焊是利用低熔点的金属焊料加热熔化后,渗入并充填金属件连接处间隙的焊接方法,焊料常为锡基合金。目前,输出功率为100W的半导体激光器已在锡焊中的推广应用。随着半导体激光器价格的进一步降低、人工成本的不断提高及智能制造、精密制造的推进,预计激光锡焊未来将逐步替换传统的烙铁焊接,得到广泛的应用。
976nm具有更高的电光转化率
由于976nm的吸收是915nm的3倍,故产生相同功率的1070nm激光,所消耗的976nm泵浦光更少。而泵浦光是由电能转化而来,这就意味着采用976nm泵浦源,所消耗的电能更小,光电转化率更高,更加高效节能。综合析,915nm的电光转化率在30%左右,而976nm的电光转化率可以达到42%以上。
一、原理与核心优势
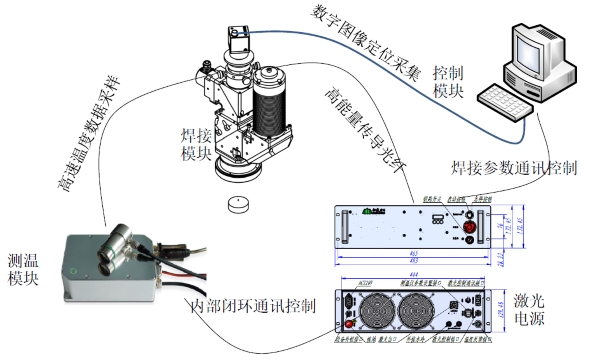
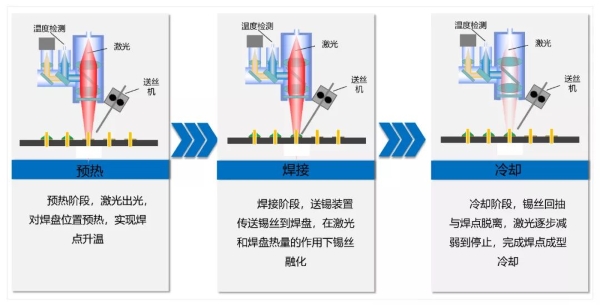
1. 工作原理
半导体激光器(常见808/915/980nm近红外)经光纤 / 光学镜头聚焦为50–200μm光斑,局部加热焊盘与锡料(锡膏 / 锡丝 / 锡球),0.1–1 秒熔融成型;热影响区(HAZ)可控制在100μm 内,非接触无机械应力。
2. 核心优势(对比传统烙铁 / 回流焊)
波长适配、吸收高效:锡料对 915nm 吸收率约90%,能量利用率高、熔锡快。
低热损伤、保护敏感器件:仅焊点局部升温,周边温度低;适合 FPC、MEMS、OLED、GaN 射频器件等。
高精度、微间距焊接:光斑最小30μm,可焊0.2mm 间距焊点,定位精度 ±5μm。
非接触、无应力 / 静电:不损伤超薄基材(0.1mm 以下)、无探针残留、良率高。
紧凑高效、成本可控:光电转换效率30%–50%,体积小易集成,设备与维护成本低于光纤激光。
二、主流应用场景
1. 3C 消费电子(最成熟)
FPC 软板焊接:手机 / 平板 FPC 与主板连接、折叠屏排线,915nm 激光适配薄基材,热影响小。
摄像头模组:VCM 线圈、传感器引脚、CCM/FPC 绑定;976nm 半导体激光配合锡球焊,±5μm精度,保护漆包线绝缘层。
TWS 耳机 / 可穿戴:极细同轴线、微型连接器、电池保护板;单点精准焊、不烧板、无炸锡。
PCB 微焊点:BGA/QFP 引脚、01005/0201 超微型元件、射频芯片(如 SMA 连接器)。
2. 光通信模块
高速光模块:TOSA/ROSA、陶瓷基板、金 / 银镀层焊盘;980nm 激光兼顾吸收与低热,避免镀层损伤。
光纤耦合焊接:激光打标 + 锡焊一体化,固定光纤与基座,精度达10μm 级。
3. 车载与新能源电子
车载摄像头 / 雷达:模组密封焊、毫米波雷达天线、ECU 电路板;耐受 - 40℃~125℃,焊点抗振动。
动力电池 BMS:采样线、铜铝连接片、传感器;蓝光半导体激光(450nm)对铜吸收率高(65%),适合高反射金属。
4. 医疗电子
植入式设备:心脏起搏器、血糖传感器微电极;无残留、低应力、符合生物相容性。
体外诊断设备:微流控芯片、柔性电路;洁净焊接、无交叉污染。
5. 航空航天与军工
星载 / 机载电子:FPGA、射频收发器、电源模块;双激光预热 + 焊接,热应力平衡,焊点寿命 > 15 年,耐受 - 180℃~120℃温差。
松盛光电自主研发976nm恒温半导体激光器专用于激光锡焊塑料焊接领域,PID算法响应速度快(15μm),不易烧毁焊点。激光器内置温度闭环反馈系统,通过红外传感器对加热点的温度实时监测并实时调控,让加工点温度恒定在一个设定的温度来焊接。根据客户需求有风冷/水冷可选,输出功率有10W,100W,200W,300W,500W。
总之,976nm波段半导体激光器应用于工业市场高功率光纤激光器,由于消除了光纤非线性效应,实现了近85%的光光转换效率,整机系统受环境温度影响微弱,半导体激光器本身可靠性更高等诸多优点,将越来越受到重视和欢迎。从长远来看,随着976nm光纤耦合模块的规模应用,相信产品技术水平会不断提高,在元器件上实现低成本的976nm波长锁定也将会成为现实。


