恒温激光锡焊系统在电感行业的应用优势
恒温激光锡焊系统在电感行业的核心价值是控温精准、热影响区小、焊点一致,完美适配微型化、高频化、高可靠性的电感制造需求,已成为漆包线端子 / 引脚、微型焊盘、一体成型电感三维引脚等关键工序的优选方案,尤其适合车载、5G 射频等高端场景。
核心应用场景与工艺方案
微细漆包线端子焊接(绕线 / 功率电感)适配线径0.01–0.1 mm单股或多股漆包线与0.6×0.6 mm及以下微小焊盘的连接。采用锡球喷射(锡量精度 ±5%)或点锡膏 + 激光重熔,配合闭环恒温与同轴 CCD 视觉(定位 ±0.1 mm),实现免接触、低应力焊接。关键指标:热影响区≤0.12 mm,磁芯温度<120 ℃,避免磁性能衰减;绝缘层损伤率降至1% 以下。
高频 / 射频电感焊接恒温控制最小化热冲击,保证线圈 Q 值、电感量等电性能参数稳定,满足 5G 高频应用的严苛要求。
一体成型电感焊接激光束可达性强,适配三维分布引脚与复杂结构,解决传统烙铁难以触及的焊点问题,兼顾自动化效率与焊接一致性。
车载功率电感焊接局部加热不损伤磁芯,焊点抗振动、抗热老化能力强,适配车规级可靠性要求。
核心技术优势(对比传统烙铁 / 回流焊)
恒温闭环控温:实时监测焊点温度,动态调整激光功率,温度波动≤±5 ℃,杜绝虚焊、过焊,批量一致性显著提升。
低热影响区:能量高度集中,热影响区≤0.12 mm,远小于普通激光焊(>0.3 mm),避免磁芯退磁、焊盘脱落。
微焊点精密控制:支持0.15 mm锡球喷射,适配0.8×0.8 mm微小焊盘与1 mm窄间距,锡料浪费减少约40%。
非接触与高适应性:无机械应力,适配漆包线、端子、PCB 插针等多种工件;可兼容无铅锡膏 / 锡丝 / 锡球,部分场景免助焊剂,减少清洗工序。
自动化与良率提升:搭配视觉定位与路径编程,自动补偿漆包线摆放偏差,人工校准工作量减少约80%;良品率从传统工艺78%提升至99.5% 以上,生产效率提升显著。
典型工艺配置建议
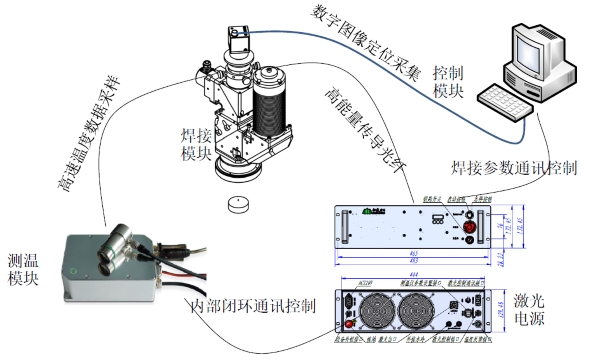
温控系统:PID + 实时功率反馈 + 同轴测温,支持焊接温度曲线编程与自整定。
运动与定位:高速振镜 + XY 平台,500 万像素 CCD同轴视觉,定位精度 ±0.1 mm。
锡料供给:微锡球喷射(适合极小焊点)、精密送丝(适合需填充的端子)、点锡膏 + 激光重熔(适合批量贴片电感)。
冷却与环境:内循环水冷保证激光器稳定;氮气保护可选,降低氧化,提升焊点光泽与可靠性。
松盛光电激光锡焊系统的优势
松盛光电激光锡焊系统的核心优势在于三点同轴、闭环恒温、超精密光路与全模块化设计,在电感、PCB 插针、连接器等精密焊接场景,热影响与一致性表现突出。
一、核心技术优势
1. 三点同轴光路
激光 + CCD + 测温三光路完全同轴,无偏移、无需反复校准。
定位与测温同点,温度反馈更准、调试更简单。
解决行业多光路重合难题,大幅提升批量一致性。
2. 闭环恒温控制(±2℃级精度)
实时红外测温 + 负反馈控温,温度波动≤±2℃。
支持温度曲线编程 + PID 自整定,适配无铅 / 低温锡料。
杜绝过焊 / 虚焊,磁芯 / 漆包线热损伤率<1%。
实时记录温度曲线,全制程可追溯。
3. 超精密光学与能量控制
光斑最小20–50μm连续可调,适配0.15mm 超细焊盘。
能量稳定性 **<3‰**,焊点一致性极强。
可选915nm 半导体 / 1070nm 光纤双波长,适配不同材料。
环形光斑 / 动态焦点补偿,边缘热累积更小。
4. 全模块化与高可靠性
光学、运动、温控、供料全模块化,维护便捷。
无烙铁头损耗,过程稳定、寿命长。
20 年激光器 + 10 年焊锡工艺积累,成熟度高。


