激光锡焊的概念一览
激光锡焊是一种利用高能量密度激光束作为热源,对锡料(如锡丝、锡膏)进行局部加热,使其快速熔化并润湿待焊接金属表面,冷却后形成可靠焊点的精密焊接技术。
其核心特点在于 “局部加热” 和 “精准控制”,区别于传统烙铁焊、热风焊等接触式或大面积加热方式,能最大限度减少对周边元器件的热影响,尤其适用于微型化、高密度的电子元器件焊接(如传感器、芯片引脚、精密连接器等)。
激光锡焊的核心要素
| 要素类别 | 关键组成 | 作用说明 |
|---|---|---|
| 能量来源 | 激光发生器(如光纤激光、CO₂激光) | 提供稳定、高能量密度的激光束,是加热的核心 |
| 焊接材料 | 锡料(锡膏、锡丝、预成型锡片) | 熔化后填充焊接间隙,形成导电和机械连接 |
| 辅助系统 | 光学聚焦系统、运动控制系统 | 聚焦激光束至微小区域(直径可小至微米级),并精准控制焊接路径 |
| 保护机制 | 惰性气体(如氮气) | 防止焊接区域氧化,提升焊点质量和可靠性 |
总结来说,激光锡焊的本质是通过 “非接触式精准加热” 解决传统焊接在微型化、高精密场景下的热损伤问题,是电子制造向小型化、高可靠性发展的关键技术之一。
激光锡焊的概念 详细解析
激光锡焊是一种以高能量密度激光束为核心热源,通过非接触式局部加热实现锡料熔化、润湿并形成可靠金属连接的精密焊接技术,其核心价值在于解决传统焊接在微型化、高集成度电子制造中的 “热损伤” 与 “精度不足” 痛点,是当前半导体、消费电子、汽车电子等领域实现高密度焊点连接的关键工艺。
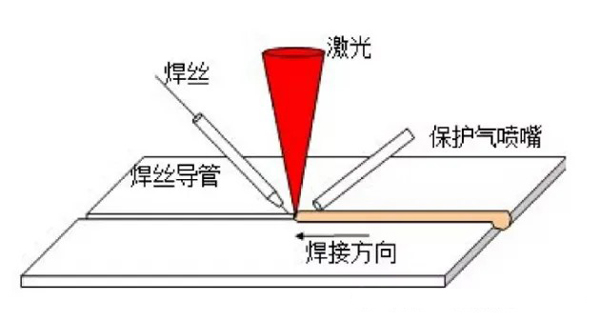
一、核心原理:从能量转化到焊点形成的 4 步逻辑
激光锡焊的本质是 “能量的精准传递与控制”,整个过程可拆解为 4 个关键阶段,且各阶段需严格匹配参数(如激光功率、加热时间)以避免虚焊或元器件损坏:
能量聚焦:激光发生器(如光纤激光、紫外激光)产生的激光束,经光学系统(透镜、振镜)聚焦为直径可小至微米级(如 10-100μm)的高能光斑,精准作用于待焊接区域(如芯片引脚与 PCB 焊盘的接触面)。
局部加热:聚焦后的激光能量仅作用于 “焊点及周边极小范围”(热影响区直径通常 < 1mm),快速将区域温度提升至锡料熔点以上(常见锡铅焊料熔点 183℃,无铅焊料约 217-227℃),同时避免周边热敏元器件(如电容、传感器)因高温损坏。
锡料润湿与扩散:熔化的液态锡料在金属表面张力作用下,会 “润湿” 待焊接的金属表面(需保证表面无氧化层,通常通过助焊剂或惰性气体保护实现),并与金属基材发生轻微原子扩散,形成 “冶金结合” 的基础。
冷却成型:停止激光照射后,焊点区域在空气中(或惰性气体中)快速冷却,液态锡料凝固为固态,最终形成 “机械强度可靠、电气导通良好” 的焊点,完成焊接过程。
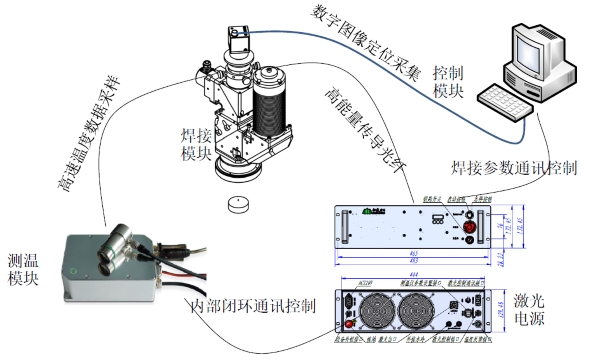
二、关键组成系统:4 大模块决定焊接精度与稳定性
激光锡焊并非单一设备,而是由多个协同工作的系统组成,各模块的性能直接影响焊接效果:
| 系统模块 | 核心组件 | 核心作用 |
|---|---|---|
| 激光能量系统 | 激光发生器(光纤 / CO₂/ 紫外)、功率控制器 | 提供稳定、可调节的激光能量,不同激光类型适配不同场景(如紫外激光适合玻璃、陶瓷等非金属基材旁的焊接) |
| 光学定位系统 | 聚焦镜头、CCD 视觉相机、振镜 | 1. 聚焦激光至指定焊点;2. 通过视觉定位精准识别焊点位置(精度可达 ±5μm),补偿 PCB 板的微小偏移;3. 控制激光光斑的运动路径(如直线、圆弧焊接) |
| 锡料供给系统 | 自动送丝机(锡丝)、点胶阀(锡膏)、预成型锡片供料器 | 按焊点需求精准供给锡料,避免锡料过多(短路)或过少(虚焊),常见送丝精度可达 ±0.01mm |
| 保护与辅助系统 | 惰性气体(氮气 / 氩气)喷头、助焊剂涂覆装置、冷却系统 | 1. 惰性气体隔绝空气,防止焊接区域氧化;2. 助焊剂去除金属表面氧化层,提升锡料润湿性;3. 冷却系统避免设备长时间工作过热 |
三、核心优势:为何成为精密电子焊接的首选?
相较于传统烙铁焊(接触式加热)、热风焊(大面积加热),激光锡焊的优势集中在 “精度、热控制、可靠性” 三大维度:
超高精度,适配微型化需求:可实现微米级焊点焊接(最小焊点直径可至 50μm),满足芯片封装(如 BGA、QFP 引脚)、微型传感器、穿戴设备等 “高密度、小尺寸” 元器件的焊接需求,而传统烙铁焊最小焊点通常仅能达到 0.5mm 以上。
热影响区极小,保护热敏元器件:仅局部加热焊点,周边区域温度基本无明显升高(通常温差 > 100℃),可直接焊接在电容、CMOS 传感器等热敏元件旁,避免传统焊接因 “大面积加热” 导致的元器件损坏或性能衰减。
焊接质量稳定,一致性高:通过自动化控制(激光功率、锡料供给量、焊接时间均可精准设定),可避免人工烙铁焊的 “人为操作误差”,焊点良率通常可达 99.5% 以上,且焊点的机械强度(拉力、剪切力)和电气导通性(电阻值)一致性更强。
非接触焊接,适配复杂场景:无需与焊点直接接触,可焊接 “深腔”“狭小缝隙” 等传统烙铁无法触及的区域(如汽车电子中的密闭连接器),同时避免接触式焊接可能导致的元器件压伤(如柔性 PCB 板)。
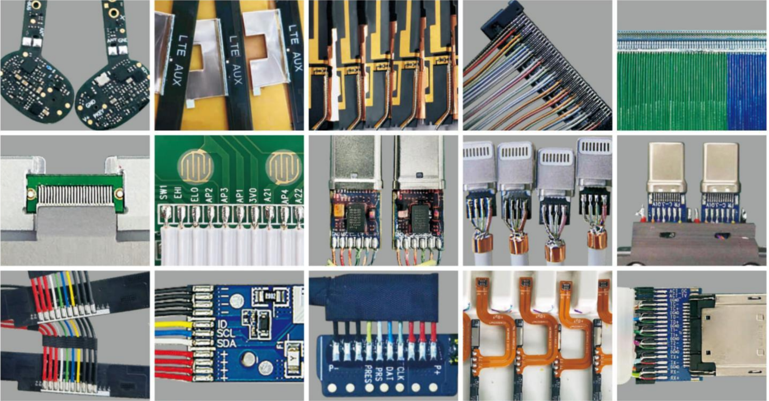
四、典型应用场景:聚焦 “高精密、高可靠性” 领域
激光锡焊的技术特性使其在对焊接精度和可靠性要求极高的领域成为标配:
半导体封装:如芯片与基板的绑定(Die Attach)、BGA(球栅阵列)焊点的返修与焊接、射频芯片的高频引脚焊接(需避免焊点电阻过大影响信号)。
消费电子:智能手机摄像头模组(微型马达与 PCB 焊接)、OLED 屏幕驱动 IC 焊接、TWS 耳机主板的高密度引脚焊接(如 0.3mm 间距的 QFP 芯片)。
汽车电子:新能源汽车的 IGBT 模块(功率半导体)焊接、车载雷达(毫米波雷达)的精密元器件连接、自动驾驶传感器(激光雷达)的焊点封装。
医疗电子:植入式医疗器械(如心脏起搏器)的微型焊点焊接(需极高可靠性,避免焊点失效)、医疗检测设备(如血糖分析仪)的传感器与电路板连接。
总结来说,激光锡焊的核心是通过 “能量的精准控制” 突破传统焊接的技术瓶颈,其本质不仅是一种焊接工艺,更是支撑电子设备向 “更小、更密、更可靠” 方向发展的关键技术基础。


