激光锡焊中焊点形状不规则是什么原因?怎么解决?
激光锡焊发展多年,工艺已经非常成熟了,但是由于激光锡焊工艺操作复杂,如果处理不当就会造成一些焊接问题。松盛光电来给大家介绍分享激光锡焊中焊点不规则的成因和注意事项,来了解一下吧。
激光锡焊中焊点形状不规则的原因
激光功率问题
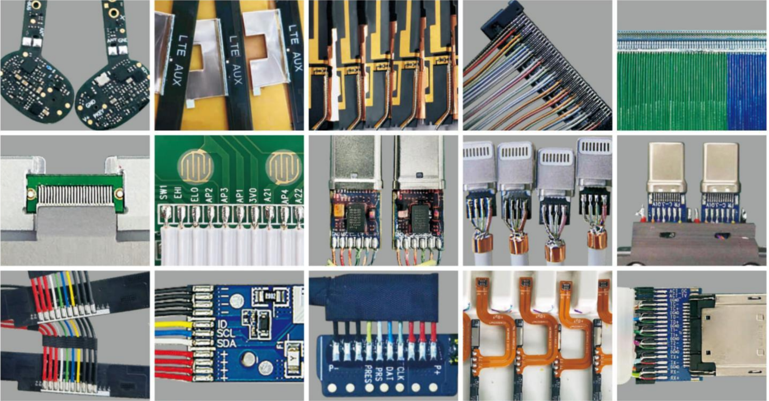
当激光功率过高时,锡料会过度熔化。由于锡的表面张力在高温下无法有效约束液态锡,锡液会向四周飞溅。例如,在一些精细的电子元件焊接中,如芯片引脚焊接,如果激光功率过高,多余的锡可能会溅到旁边的引脚或者芯片表面,导致焊点周围有锡珠,形状不规则。而且过高的功率还可能使锡料过度蒸发,焊点内部会出现空洞,影响焊点的完整性。
相反,激光功率过低时,锡料不能充分熔化。部分锡料只是表面受热软化,无法与焊接部件形成良好的融合。这会导致焊点不饱满,形状可能会出现凹陷或者残缺,像在焊接小型的传感器引脚时,功率不足会使引脚与电路板之间的焊点无法完全包裹引脚,形成干瘪的不规则形状。
脉冲宽度和频率影响
不合适的脉冲宽度会影响锡料的熔化和凝固过程。如果脉冲宽度过长,锡料在激光作用下长时间处于液态,会因为液态锡的流动而改变焊点形状。例如,在激光锡焊柔性电路板(FPC)时,过长的脉冲宽度会使锡在 FPC 的软质材料上过度流淌,导致焊点拉长成不规则的形状。
频率过高或过低也会有问题。频率过高可能导致锡料在还没来得及凝固时又受到下一个激光脉冲的作用,使锡料的流动和凝固过程紊乱,从而形成不规则形状的焊点。频率过低则可能使焊接过程不连贯,锡料在凝固过程中受到外界因素(如轻微振动)的干扰,也会影响焊点形状。
工件表面平整度和粗糙度
工件表面不平整会使锡料在熔化后不能均匀地铺展。例如,在焊接金属外壳时,如果外壳表面有凸起或凹陷,熔化的锡料会顺着这些不平整的地方流动,而不是按照理想的形状凝固。粗糙的工件表面会增加锡料与工件之间的接触面积,但也会影响锡料的流动方向。如果表面粗糙度差异较大,锡料在凝固时可能会形成高低不平的焊点形状。
工件间的间隙和相对位置
焊接部件之间的间隙过大或过小都会影响焊点形状。间隙过大时,锡料在填充过程中可能会因为自身的重力作用而过度下沉,导致焊点底部过厚,顶部过薄,形状不规则。间隙过小时,锡料的流动空间受限,可能无法充分填充间隙,使焊点中间出现空洞或者形状扭曲。而且如果两个工件在焊接过程中有相对位移,熔化的锡料会受到干扰,无法形成规则的形状,比如在焊接活动关节处的电子元件时,轻微的活动就可能使焊点形状改变。
振动和气流干扰
焊接过程中的振动会使液态锡料的流动方向改变。例如,在工厂车间里,如果设备放置在靠近大型冲压设备或者有频繁人员走动的区域,地面振动传递到焊接工作台上,会导致正在形成的焊点中的液态锡晃动,使焊点形状变得不规则。气流也是一个因素,尤其是在使用保护气体时,如果气流不稳定或者有外部气流干扰,会影响锡料周围的温度场和压力场,进而影响锡料的熔化和凝固,导致焊点形状改变。
温度和湿度变化
环境温度对锡料的熔化和凝固过程有影响。在较低的温度环境下,锡料凝固速度会加快,可能会导致焊点在还没有完全形成规则形状时就凝固。而在较高的温度环境下,锡料的流动性可能会增强,容易出现流淌现象。湿度主要是通过影响锡料和工件表面的氧化程度来间接影响焊点形状。高湿度环境可能会使工件表面和锡料更快地氧化,氧化层会影响锡料的熔化和融合,从而使焊点形状不规则。
激光锡焊中焊点形状不规则解决方案
功率优化
对于每种特定的锡料和焊接工件组合,需要通过实验来确定最佳激光功率。可以先进行小批量的焊接测试,从较低功率开始逐步增加,观察焊点的成型情况。例如,在焊接 0.5mm 引脚的电子元件时,最初可以设置功率为 5W,然后以 0.5W 的增量逐步增加,直到找到既能使锡料充分熔化,又不会产生飞溅的功率值,一般可能在 7 - 8W 左右。
还可以采用功率反馈控制系统。这种系统能够实时监测锡料的熔化状态,根据熔化程度自动调整激光功率。例如,通过检测锡料反射的激光信号强度变化来判断熔化情况,当反射信号显示锡料开始过度熔化(信号强度突然下降)时,系统自动降低功率,以确保焊点形状规则。
脉冲宽度和频率调整
根据锡料的熔点和工件的材质特性来设置脉冲宽度。对于熔点较低的锡料,如含铋的低温锡料(熔点约 138℃),在焊接小型电子元件时,脉冲宽度可以设置在 1 - 2ms。而对于高熔点锡料,脉冲宽度可能需要延长到 3 - 5ms。
频率的调整要考虑锡料的凝固时间和焊接速度。一般来说,为了保证锡料在凝固前不受下一个脉冲的干扰,频率应该设置为使每个脉冲结束后锡料有足够的时间凝固。例如,在焊接速度为每秒 5 个焊点的情况下,根据锡料的凝固时间(假设为 0.2s),频率可以设置为 4Hz 左右,这样可以避免锡料流动紊乱,形成规则的焊点。
表面处理
对工件表面进行打磨和平整处理。对于平整度要求较高的工件,如精密仪器的金属外壳,可以使用砂纸或研磨设备将表面粗糙度降低到一定程度,例如 Ra(轮廓算术平均偏差)值小于 0.8μm。
采用化学清洗或物理清洗方法去除工件表面的油污、氧化层等杂质。例如,使用酸性清洁剂对金属工件进行酸洗,然后用清水冲洗并干燥。或者使用超声波清洗设备,通过高频振动去除工件表面的微小颗粒和油污,确保锡料能在干净、平整的表面上形成规则焊点。
间隙和位置控制
在设计焊接部件时,要合理确定工件之间的间隙。对于一般的电子元件焊接,间隙控制在 0.1 - 0.3mm 较为合适。可以使用精密夹具来固定工件,保证焊接过程中工件之间的相对位置不变。例如,在焊接多层印刷电路板(PCB)时,使用专门的 PCB 夹具,将各层板精确固定,使锡料能够均匀地填充间隙,形成规则的焊点。
抗振措施
将焊接设备放置在稳定的工作台上,工作台可以安装减震垫或减震支架。例如,使用橡胶减震垫,其减震效果可以有效减少外界振动的传递。对于高精度焊接设备,还可以采用主动减震系统,通过传感器检测振动信号,然后利用电磁或液压装置产生反向振动来抵消外界振动,确保液态锡料在稳定的环境中凝固。
对车间内的大型设备进行合理布局,避免将振动源(如冲床、大型电机等)放置在焊接设备附近,减少振动干扰。
气流和温湿度控制
在焊接区域设置防风罩,减少外部气流对焊接过程的影响。防风罩可以采用透明的塑料或玻璃材质,方便操作人员观察。同时,要确保保护气体的流量稳定,可以使用气体流量控制器来精确调节保护气体(如氮气)的流量,保持锡料周围的环境稳定。
对于温湿度敏感的焊接工艺,要控制车间的环境温湿度。可以安装空调和除湿设备,将温度控制在 20 - 25℃,相对湿度控制在 40% - 60%,这样有利于锡料的熔化和凝固,减少因温湿度变化导致的焊点形状不规则问题。


