激光焊锡的工艺参数有哪些 有什么影响
激光焊锡的工艺参数对于焊接质量有着至关重要的影响,不同的工艺影响也不尽相同,激光功率、激光波长、焊接时间、光斑大小、焊接速度等都对焊接质量有着决定性的影响,那么这些参数是如何影响锡焊的呢,详细来了解一下吧。

激光功率
定义:激光功率是指激光束输出的能量强度,单位通常为瓦特(W)。它决定了焊接过程中的加热速度和温度峰值。
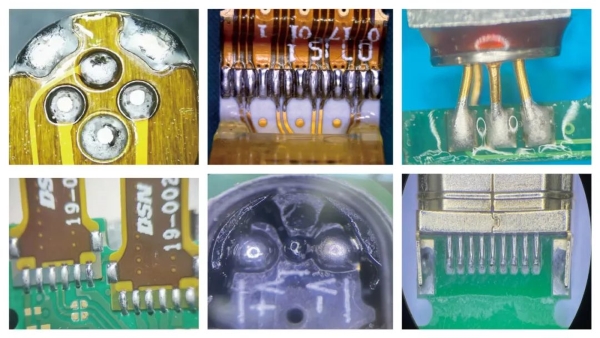
影响:功率过低会导致焊锡无法充分熔化,造成虚焊等缺陷;功率过高则可能使焊锡过度熔化、飞溅,甚至损坏焊接部件。例如,在焊接微小的电子元件引脚时,功率一般设置在几瓦到几十瓦之间,以避免元件因过热而损坏。
焊接时间
定义:焊接时间是指激光作用于焊接部位,使焊锡从固态转变为液态并完成焊接的持续时间,通常以毫秒(ms)为单位。
影响:时间过短,焊锡不能充分熔化和流动,无法形成良好的焊点;时间过长,会使焊锡长时间处于高温状态,增加氧化和飞溅的风险,同时也会降低生产效率。比如,对于一些小型的电子焊点,焊接时间可能在几十毫秒到几百毫秒之间。
光斑尺寸
定义:光斑尺寸是指激光束在焊接表面聚焦后形成的光斑的直径大小,单位为毫米(mm)或微米(μm)。
影响:光斑尺寸影响着能量密度的分布。较小的光斑尺寸意味着更高的能量密度,能够实现更精细的焊接,但对对准精度要求更高;较大的光斑尺寸能量密度较低,适合大面积的焊锡熔化,但可能会对周围区域产生不必要的热影响。例如,在焊接精细间距的集成电路引脚时,可能需要光斑尺寸在几十微米左右。
激光波长
定义:激光波长是指激光光束的波长,不同的激光类型有不同的波长。例如,常见的半导体激光器波长在近红外区域,如 976nm 或 980nm。
影响:激光波长决定了激光与焊锡材料以及被焊接材料之间的相互作用。不同的材料对不同波长的激光吸收和反射特性不同。选择合适的激光波长可以提高焊接效率和质量。例如,对于某些对特定波长吸收较好的焊锡合金,使用相应波长的激光可以更有效地熔化焊锡。
焊接速度
定义:焊接速度是指激光焊接头相对于焊接工件的移动速度,单位通常为毫米 / 秒(mm/s)或米 / 分钟(m/min)。
影响:焊接速度与焊接时间密切相关。速度过快,激光作用时间短,焊锡不能充分熔化;速度过慢,会使焊锡过热,同时也会影响生产效率。在实际生产中,需要根据焊接要求和材料特性来调整焊接速度,如在批量生产印制电路板(PCB)时,焊接速度可能根据焊点间距和大小等因素在几毫米 / 秒到几十毫米 / 秒之间调整。
锡料的类型和尺寸(针对锡丝、锡球等)
定义:锡料类型包括锡铅合金、无铅锡合金等,尺寸则是指锡丝的直径或锡球的大小。
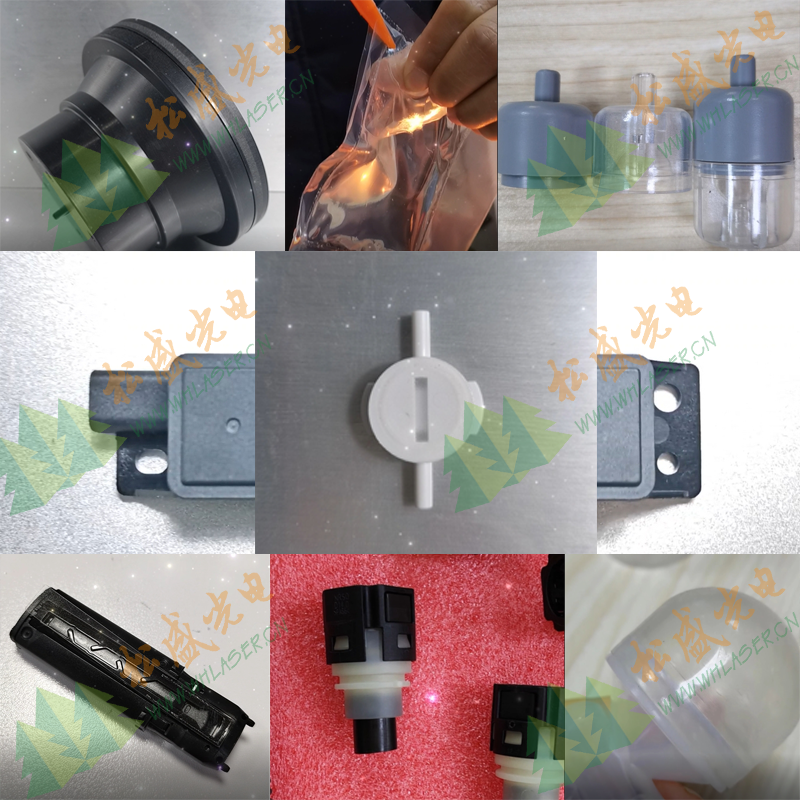
影响:不同类型的锡料有不同的熔点、流动性和润湿性。例如,无铅锡合金的熔点通常比锡铅合金高,在设置激光功率和焊接时间时需要考虑这一因素。锡丝或锡球的尺寸也会影响熔化所需的能量和时间,较粗的锡丝或较大的锡球需要更多的能量来熔化。
保护气体的类型和流量(如果使用)
定义:保护气体用于防止焊接过程中焊锡和焊接部位氧化,常见的保护气体有氮气(N₂)、氩气(Ar)等,流量单位为升 / 分钟(L/min)。
影响:合适的保护气体和流量可以有效减少氧化,提高焊点的质量和外观。例如,氮气具有良好的抗氧化性能,在激光焊锡过程中,以适当的流量(如 5 - 15L/min)喷射在焊接区域周围,可以在焊锡表面形成一层保护膜,减少氧化物的生成。
想要获得一个优秀的焊接品,这些激光焊接的参数都是必不可少的,并且要精细化控制,使得焊接的良品高。


