怎么实现激光焊锡的微米级精度方案详解
激光焊锡微米精度包含两层含义:定位精度(光斑精准落在焊盘,±1~5 μm 级)、成型精度(热影响区、焊点尺寸可控,抑制锡铺展、桥连、热损伤)。想要稳定实现微米级焊接,需要激光光源系统、光路整形、同轴视觉定位、运动执行、精密供锡、闭环温控、工装环境、工艺控制八大模块协同,松盛光电来给大家详细介绍分享,来了解一下吧。
一、激光光源系统:稳定可控的热源基础
微米焊锡优先选用半导体光纤耦合激光器(915/980nm),其次 1064nm 脉冲光纤激光;不推荐普通连续光纤激光。
关键指标
功率稳定度:≤±1%,功率漂移直接导致熔融范围变化,等效位置误差;
控制模式:支持脉冲调制、上升沿 / 下降沿可编程波形,微秒级响应;
功率区间:精密微焊点常用 10~60W,避免大功率造成热扩散失控。
选型逻辑 半导体红外激光:锡合金吸收率高,热传导式软钎焊,适合 FPC、光模块、微型引脚; 1064 光纤激光:峰值功率高,适合锡球焊接、局部返修、高反射焊盘。
误区:单纯追求更高功率;微米焊接核心是精准功率密度,不是总功率。
二、光路与光束整形:决定最小有效光斑
光斑尺寸直接限制最小焊接区域,微米场景目标聚焦光斑 20~100 μm。
1. 基础光路架构
激光器→光纤→准直镜→分光镜(实现同轴)→振镜 / 固定聚焦镜→工件; 所有光学镜片选用低膨胀光学玻璃,防止温度变化造成光束偏移。
2. 光束整形(重中之重)
原生激光多为高斯光斑:中心能量极高、边缘拖尾,容易出现边缘过热、锡意外铺展。 微米焊接必须引入整形元件:
DOE 衍射光学元件:将高斯光转为平顶光斑,能量均匀度>90%;光斑边缘锐利,热影响边界清晰;
可选:微透镜阵列、环形光斑模组;环形光斑适合引脚焊接,避免光斑中心直接灼烧基材。
方形平顶光斑
3. 两种光路执行方案
方案 A:固定聚焦焊接头(搭配高精度 XYZ 平台)
短焦距精密聚焦镜(F50/F75mm),获得最小聚焦光斑;
优势:光路简单、光斑稳定性极高;适合小范围、超高精度焊点;
限制:依靠平台移动工件,多点焊接速度偏低。
方案 B:2D/3D 扫描振镜系统(主流量产方案)
振镜指标要求:定位重复精度≤±3 μm,零点温漂抑制;
3D 动态聚焦振镜:补偿工件高度差,保证不同 Z 位置光斑大小不变;
优势:光斑无惯性高速扫描,多点焊接效率高;
风险点:普通振镜长时间工作产生温漂,必须开启振镜温度闭环 + 坐标实时补偿。
4. 焦点控制
焦点偏移 50μm 就会显著扩大光斑;微米工艺要求: 焦点位置锁定,Z 向焦点波动<±5μm;优先加装同轴激光测距实时补偿工件高度起伏。
三、四点同轴视觉定位系统:实现微米级对准
普通分离式相机存在视差,无法做到微米对位,必须采用激光 + CCD 视觉 + 红外测温指示光 四点同轴光路。
1. 硬件配置
相机:高分辨率全局快门工业相机;搭配远心镜头(远心镜头消除透视畸变,普通变焦镜头无法做到微米测量);
照明:同轴落射光源,避免微焊盘阴影;环形低角度光源辅助识别焊盘边缘;
分光镜:波长选择性分光,激光透射、可见光反射至相机。
2. 视觉算法核心
亚像素边缘检测:突破相机物理像素限制,坐标计算精度可达0.1~0.5 μm;
MARK 点双点定位 + 畸变校准,消除工件平移、旋转偏差;
动态误差补偿:每次焊接前拍照,实时把偏移量下发振镜 / 运动平台。
3. 定位性能目标
静态对位误差 ≤±3 μm;批量动态综合定位误差控制在 ≤±5 μm。
关键校准工序:红光指示光、激光焦点、视觉十字基准三点重合校准;每班定期执行光路重合度校验。
四、运动执行机构:两种主流架构
架构 1:高精度 XYZ 线性平台(极致精度场景)
适用:实验室、光通信微器件、0.1mm 以下超微焊盘
驱动:直线电机 + 光栅闭环反馈(不要普通丝杆伺服);
参数:重复定位精度 ±1~3 μm;导轨选用恒温稳定型;
基座:大理石基座(热膨胀系数极低),杜绝机架形变。
架构 2:扫描振镜系统(量产高速微米焊接)
适用 PCB、FPC 密集阵列焊点
标配:振镜内置温度传感器,控制系统持续补偿温漂;
限制:扫描范围越大,边缘畸变越大;大视场必须开启几何畸变校正文件。
架构 3:平台 + 振镜复合系统
平台负责大范围粗定位,振镜负责小范围微米级精扫描,兼顾行程与精度,是目前高端设备主流方案。
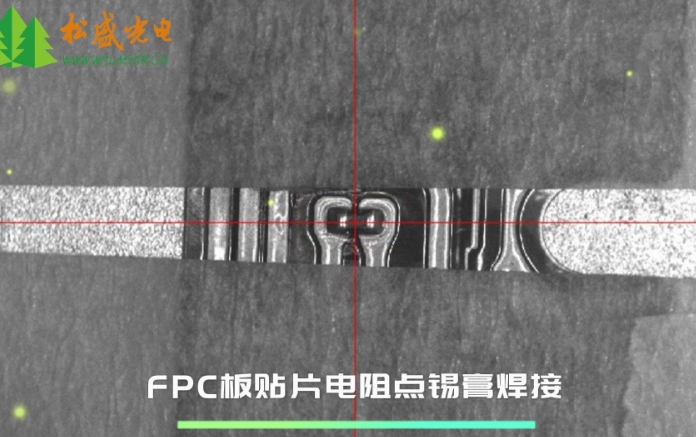
五、精密焊料供给:保证焊点尺寸一致性
微米焊接分为锡丝焊、锡膏焊、锡球焊,三种方案供料精度要求不同:
锡球焊接(最高成型精度,首选微焊点) 单颗锡球定量供给,一珠一点;锡球直径 50~300μm; 供球机构要求:锡球落点偏差≤±10μm,真空吸取 + 视觉校验,剔除偏移锡球;
超细锡丝送锡(0.15~0.3mm 锡丝) 钨钢陶瓷出锡嘴,间隙<0.03mm;送丝伺服闭环控制,送丝长度精度 ±0.01mm; 时序同步:激光触发、送丝启停时序误差<1ms;
锡膏方案 微型点胶阀 / 微孔印刷;锡膏粉末粒径 2~5μm 球形焊粉;锡膏点径控制为光斑 70%~80%,防止溢锡。
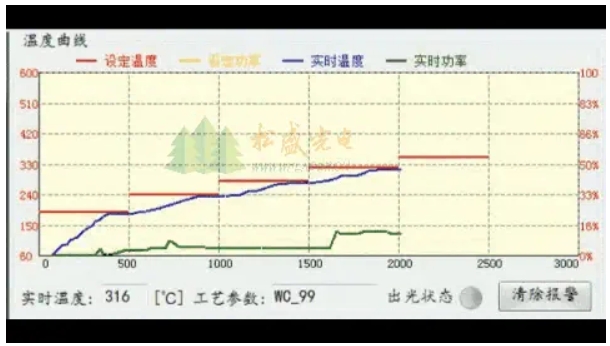
六、同轴闭环红外温控:控制热扩散,保障成型精度
微米焊最大隐患:热量横向扩散,熔融锡不受控铺展,造成等效精度失效。
硬件:同轴红外测温(测温光路与激光同轴,测温点 = 加热点!斜侧测温存在巨大误差);
参数:采样频率≥1kHz,响应时间<50μs;
控制算法:自适应 PID / 分段温控曲线 典型三段式曲线:预热→恒温熔融→缓冷; 系统实时读取焊点温度,动态下调激光功率,将温度稳定在 ±2~3℃区间; 直接限制热影响区扩张,避免锡料无规则铺展,实现焊点尺寸精准可控。
七、工装、环境与减振:消除外部扰动
很多实验室能做到微米精度,量产漂移,根源在于环境扰动:
减振 整机放置光学减振平台;地面振动会直接带来 3~10μm 随机偏移;
温控环境 整机腔体内控温 ±0.5~1℃;环境温度波动会造成光学镜片、机架、振镜热胀冷缩;
工件工装 优先真空吸附,避免机械压块带来工件微变形;定位销配合零间隙治具;FPC 柔性材料必须刚性载具支撑,防止焊接受热翘曲;
保护气 微量干燥氮气(1~3L/min),防止焊盘氧化;氧化层改变激光吸收率,同等功率下熔融范围发生变化。
八、工艺策略:软件与参数实现最终微米成型控制
光斑与焊盘匹配原则 焊盘尺寸 ≥ 光斑直径 ×1.2;光斑不能大于焊盘,防止激光直接照射周边基材;
路径规划 振镜焊接采用矢量路径,避免急加速产生振镜滞后误差;相邻焊点预留足够热隔离距离;
预补偿策略 通过 DOE 工艺标定,提前录入热扩散补偿量;软件自动收缩有效加热区域,抵消锡润湿铺展;
在线视觉检测 焊接完成即时拍照,识别焊点偏移、桥连、缺锡,形成闭环质控。


