激光焊锡和电阻点焊区别有哪些?
人们生活中常见的微电子产品都会影响运用到锡焊工艺,激光锡焊的诞生大大的改善了一些行业的焊接痛点,有越来越多的厂商选择使用激光焊接的方式。与传统的电阻焊相比,激光锡焊强在哪里呢?来了解一下吧。松盛光电从以下几个方面来介绍激光锡焊和电阻点焊的区别。
工作原理
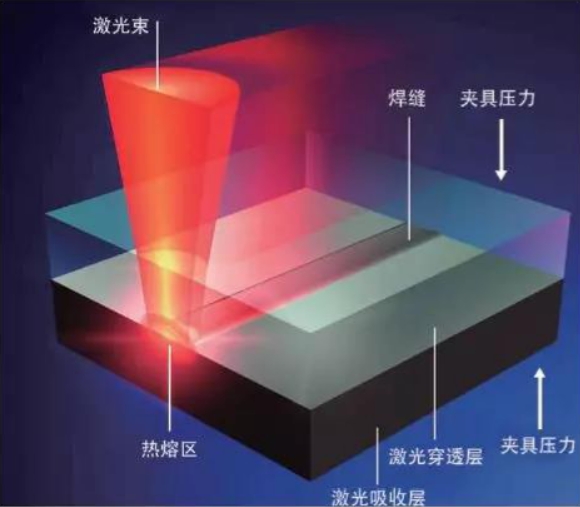
激光焊锡:利用高能量密度的激光束聚焦在焊点上,使锡料迅速熔化,从而实现焊接。激光的能量能够精确地控制在很小的区域内,一般通过光纤传导激光,激光照射到焊点位置,热量高度集中,将锡料熔化后凝固完成焊接过程。例如在焊接微小的电子元件时,激光可以精准地作用在焊点上,使锡在极短时间内熔化。
电阻点焊:是将焊件装配成搭接接头,并压紧在两电极之间,利用电流通过焊件时产生的电阻热作为热源,将焊件局部加热到熔化或塑性状态,然后在压力作用下形成焊点。其原理基于焦耳定律,即(是热量,是电流,是电阻,是时间),当电流通过工件时,由于工件本身的电阻产生热量,使接触点的金属熔化。比如在汽车车身焊接中,通过电极施加压力并通电,使两片金属板材在接触点处形成焊点。
焊接效果
激光焊锡:
焊点质量高,外观光滑、圆润,一致性好,几乎没有飞溅。这是因为激光能量集中,能精确控制锡的熔化和凝固过程,使焊点成型美观。
可以实现非常精细的焊接,对于微间距的电子元件,如芯片引脚等,能保证焊接精度,焊接后的元件性能良好,电气连接可靠。
电阻点焊:
焊点形状通常是圆形或椭圆形的压痕,在焊点周围可能会有一定的热影响区。由于是通过压力和电流共同作用,焊点的外观相对不如激光焊锡精致。
对于多层材料或者较厚材料的焊接有较好的效果,能够提供足够的焊接强度,但在焊接薄且精细的材料时,可能会因为压力和热量分布问题导致焊接缺陷。

适用材料和场景
激光焊锡:
主要适用于电子行业中的精密焊接,如印刷电路板(PCB)、集成电路、芯片、微小传感器等小型、精密且对温度敏感的元器件。这些材料需要高精度的焊接来确保其电气性能和稳定性。
也适用于对焊接外观质量要求高的产品,如一些高端电子产品的组装,在焊接过程中不会对周围元件造成热损伤。
电阻点焊:
广泛应用于汽车制造行业,用于车身框架、汽车零部件等金属板材的焊接。这些材料通常较厚,需要较高的焊接强度来保证结构的稳定性。
在家电行业也有应用,如一些金属外壳的焊接,对外观要求不是非常精细,但需要一定的连接强度,能够承受一定的外力。
设备和成本
激光焊锡:
设备较为复杂,通常包括激光发生器、光学聚焦系统、运动控制系统等,设备价格相对较高。
不过,由于激光焊锡的精度高,能够减少后期返工和维修成本,对于一些高附加值的精密电子产品来说,综合成本在长期生产中可能更有优势。而且激光焊锡的耗材主要是锡料,成本相对较低。
电阻点焊:
设备主要由变压器、控制器、电极等部分组成,相对简单,价格较激光焊锡设备低。
但是电阻点焊的电极会有磨损,需要定期更换电极,而且在大规模生产中,由于其焊接质量可能不如激光焊锡稳定,可能会导致更高的次品率,从而增加成本。
激光锡焊具有多方面优势。其一,精度超高,能实现微米级焊接,适用于微小精密元器件。其二,为非接触式焊接,可避免对脆弱组件造成机械应力与静电损伤,还能减少杂质引入。其三,温度控制精准,能确保焊接在恒温下进行,提高良品率。其四,焊接速度快,可大幅提升生产效率。其五,焊点质量佳,外观好且无飞溅等问题。其六,灵活性高,能满足不同焊接需求。此外,操作简便且维护成本低,有力推动了相关行业的高质量焊接作业。


