松盛光电激光锡焊温控范围及误差是多少?
在电子制造精密化进程中,温度失控是激光焊锡的主要痛点 —— 超温易致基材损坏,低温则引发虚焊。智能温控激光焊锡设备凭借精准控温能力破解难题,而松盛光电依托闭环焊锡系统、线性温控系统等核心技术,结合自研软硬件,成为高精度焊接的可靠选择。
松盛光电激光锡焊设备的温控范围与误差因机型与配置不同而有差异,主流参数如下:
一、温控范围
标准桌面式 / 振镜式机型:100℃–600℃(可连续设定)
常用焊接区间:100℃–400℃(适配无铅 / 低温锡料)
二、温控误差(精度)
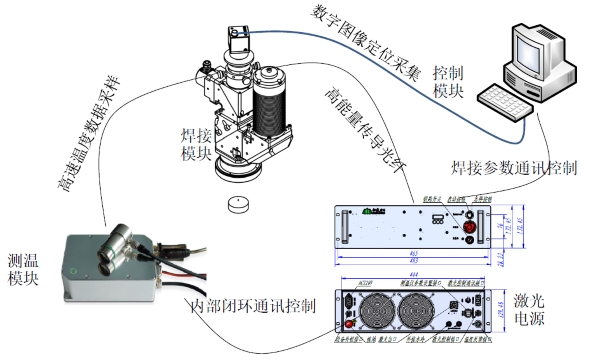
主流机型(WH-LA80 等):±3℃–±5℃(闭环 PID + 红外测温)
高端 / 定制机型:可达 ±2℃级精度
测温响应速度:20μs
三、不同机型简要对比
| 机型系列 | 温控范围 | 控温精度 | 测温方式 |
|---|---|---|---|
| 桌面式(WH-LA80) | 100–600℃ | ±3℃ | 同轴红外 + 闭环 |
| 振镜式(恒温振镜) | 60–400℃ | ±2℃–±5℃ | 高速红外 + PID |
| 精密微焊点 | 100–400℃ | ±2℃ | 同轴三点测温 |
线性温控:温度波动严控 ±3℃内
松盛光电智能温控设备的核心优势,在于线性温控系统实现的 “精准控温”。其通过三层逻辑保障温度稳定:
一是毫秒级测温,红外模块每秒 100 次采集焊点温度,实时生成温度曲线;二是动态调功率,温度接近阈值(如无铅锡膏 217-230℃)时,10ms 内调整激光功率,避免超温或欠温;三是基材适配,针对铜、陶瓷等不同导热材料,内置差异化温控模型,如焊接高导热铜引脚时,先提 15% 功率快速升温,达标后回落保温,减少热量传导。
配合松盛光电±0.01mm 的焊锡精度,该系统能有效预防炸锡。某企业用其焊接摄像头模组,炸锡不良率从 6% 骤降至 0.3%,完美适配热敏元件焊接需求。
闭环系统:构建 “温度 - 送锡 - 功率” 协同
智能温控的稳定落地,离不开松盛光电闭环焊锡系统的支撑。该系统将温度与送锡、激光输出深度联动:
送锡端,自研高精度送锡丝模组(精度 ±0.01mm)随温度调整节奏 —— 温度偏高则减锡量,避免需更高功率熔锡;温度偏低则增锡量,防止虚焊。功率端,实时对比实际与目标温度,偏差超 ±2℃时立即调功率,确保能量匹配需求。
在汽车电子 BGA 焊点焊接中,这套闭环系统让焊点合格率稳定在 99.8%,远超行业平均水平。
自研软硬件:拓展多场景温控能力
松盛光电的智能温控优势,还通过自研软件与模组延伸:
软件方面,内置 500 + 套温控工艺库,换型时一键调用参数,无需反复调试;同时支持温度数据上传 MES 系统,满足汽车电子 IATF16949 追溯标准。模组方面,软件可联动自研视觉定位、在线检测模组 —— 视觉定位焊点后,温控系统依焊点位置微调参数;检测到温度相关缺陷(如氧化),立即反馈优化,形成 “定位 - 焊接 - 检测 - 优化” 闭环。
新能源电池极耳焊接中,这套系统将温度稳定在 220-225℃,既保焊锡强度,又防极耳变形,良率提升至 99.7%。

多场景适配:覆盖精密制造需求
ULiLASER 智能温控设备可适配多行业:消费电子领域,焊 0.1mm 传感器引脚时,小光斑(80μm)配合温控,热影响区≤0.05mm;汽车电子领域,抵御电压波动,满足车用环境可靠性要求;医疗设备领域,焊血糖传感器时温度波动≤±1℃,符合医疗级精度。


