激光锡焊技术是什么?包含哪些?
激光锡焊,是以激光作为精准热源,将锡基焊料(锡膏、锡丝、锡球)熔化,实现元器件与焊盘之间冶金连接的精密焊接工艺,属于微组装、微连接的高端方案,核心解决传统焊接热损伤、精度不够、应力大等痛点,广泛用于高端电子制造。
一、完整工作原理
整个过程是光 — 热 — 冶金的结合,一般分为四个阶段:
激光发射与聚焦激光器(常用半导体激光器、光纤激光器)输出稳定激光,经过光路系统、准直、聚焦,形成微米级光斑,能量高度集中,可精准打到焊点位置。
局部快速升温激光照射到焊盘、引脚或焊料上,光能瞬间转化为热能,在极短时间内把局部温度提升到锡焊料熔点以上(常用无铅焊料 SAC305 熔点约 217℃),只加热焊点,周围区域温度很低。
焊料熔化与润湿铺展焊料熔化后,在助焊剂作用下清除金属表面氧化层,液态锡在表面张力作用下自动润湿、铺展到焊盘和引脚上,形成均匀的液态连接层,这是形成可靠焊点的关键。
快速冷却固化激光停止照射后,因为加热区域极小、散热快,焊点毫秒级快速冷却,凝固形成致密、稳定的冶金结合焊点,完成电气与机械连接。
整个过程无接触、无机械压力、热影响范围可控,是它和烙铁、热风最本质的区别。
二、主流工艺类型与适用场景
1. 锡膏激光锡焊
先在焊盘位置点涂或印刷锡膏,再用激光定点扫描加热熔化。特点:适合极小、极密的焊点,比如 0201、01005 元件、PCB 微焊盘、FPC 柔性板、摄像头模组、传感器。优势:焊点一致性极高,适合自动化批量生产。
2. 锡丝激光锡焊
通过送丝机构实时输送锡丝,激光同时照射焊点与锡丝,边送丝边熔化成型。特点:适合引脚、端子、连接器、线材、屏蔽罩等结构件焊接,不用提前点膏,灵活度高。优势:通用性强,适合结构复杂、焊点间距不一的产品。
3. 锡球激光锡焊
使用预先成型的锡球作为焊料,激光将锡球熔化形成焊点或凸点,多用于封装级连接。特点:焊点形状规整、空洞率低,适合 BGA、光通信器件、MEMS、气密性焊接。优势:可靠性极高,适合高端、高要求的军工、医疗、光电子领域。
三、核心技术优势
极致精准光斑可小到几十微米,能焊接间距 0.1mm 甚至更小的微焊点,适合高密度电路板。
热影响区极小只加热焊点本身,热量不扩散、不传导,不会烫坏塑料件、胶件、液晶屏、热敏元件,解决传统焊接容易烤坏产品的问题。
无机械应力完全非接触,没有烙铁头的压力,不会压伤 FPC、薄焊盘、脆弱芯片,不会造成基板变形、元件崩裂。
加热与冷却极快加热时间通常在毫秒级,快速冷却让焊点晶粒更细,强度高、导电性好、抗疲劳,长期使用可靠性更高。
质量稳定可控激光功率、时间、光斑大小、运动轨迹都可数字化设定,一致性远高于人工烙铁或普通热风,良率高、返修率低。
自动化适配性强可搭配视觉定位、自动对焦、送料机构,实现全自动化生产,适合高端智能制造产线。
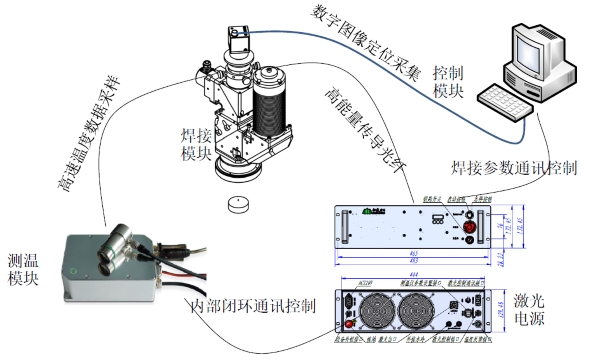
四、关键结构组成
一套完整的激光锡焊设备,一般包括:
激光器:提供稳定能量,决定精度与稳定性。
光路系统:负责激光传输、聚焦、光斑整形。
运动平台:XY/Z 轴或机械手,实现精准定位。
送料系统:送锡丝、点锡膏、放锡球机构。
视觉定位系统:CCD 自动识别焊点位置,补偿偏差。
控制系统:人机界面,设置功率、时间、轨迹等参数。
排烟 / 测温模块:处理助焊剂烟雾,可选配实时温控保证稳定性。

五、典型应用领域
消费电子:手机、TWS 耳机、智能手表、平板、摄像头、屏幕排线。
汽车电子:BMS 电池管理、ECU 控制板、车灯、传感器、精密线束。
医疗电子:内窥镜、植入器件、精密传感器、小型医疗设备。
光电子 / 半导体:光模块、激光器、芯片封装、MEMS 器件。
柔性电路:FPC/PCB 微连接、软硬结合板、极薄基板焊接。
激光锡焊就是为 “小、精、脆、密” 的高端电子焊接而生,是目前精密微组装里最先进、最稳定的锡焊方案之一。


