消费电子制造中焊点缺陷难题怎么解决
消费电子(手机、耳机、电脑、智能穿戴等)的焊点连接,正面临高密度封装、微型化焊点、无铅环保、批量一致性四大核心挑战,传统回流焊、波峰焊、手工焊易出现虚焊、气孔、桥连、PCB 烧损、焊盘脱落等缺陷,严重影响产品良率与可靠性。激光锡焊凭借精准能量控制、窄热影响区、灵活送丝补材、高自动化适配的优势,成为解决消费电子焊点缺陷的最优方案之一。
一、消费电子焊点核心缺陷、成因与传统工艺痛点
核心缺陷清单(附成因与传统工艺局限)
| 缺陷类型 | 典型成因 | 传统工艺痛点(回流 / 波峰 / 手工焊) |
|---|---|---|
| 虚焊 / 冷焊 | 焊料润湿不足、温度不均、焊区氧化、间隙过大 | 回流焊温度场难精准控制;手工焊温度 / 时间依赖人工,批量一致性差;波峰焊无法适配微型焊点 |
| 气孔 / 夹渣 | 焊料 / 母材氧化、助焊剂残留、熔池冷却过快 | 回流焊助焊剂挥发不充分;波峰焊焊料氧化层卷入;手工焊无保护氛围,易产生氧化夹杂 |
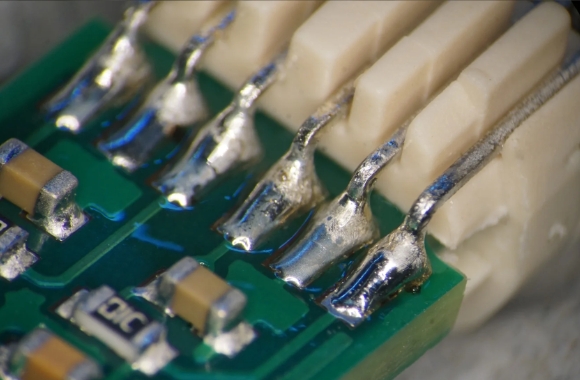
| 桥连 / 短路 | 焊料过量、焊点间距过小、焊区润湿不均 | 高密度引脚(如 0.3mm pitch)回流焊易桥连;波峰焊无法控制局部焊料量;手工焊容错率极低 |
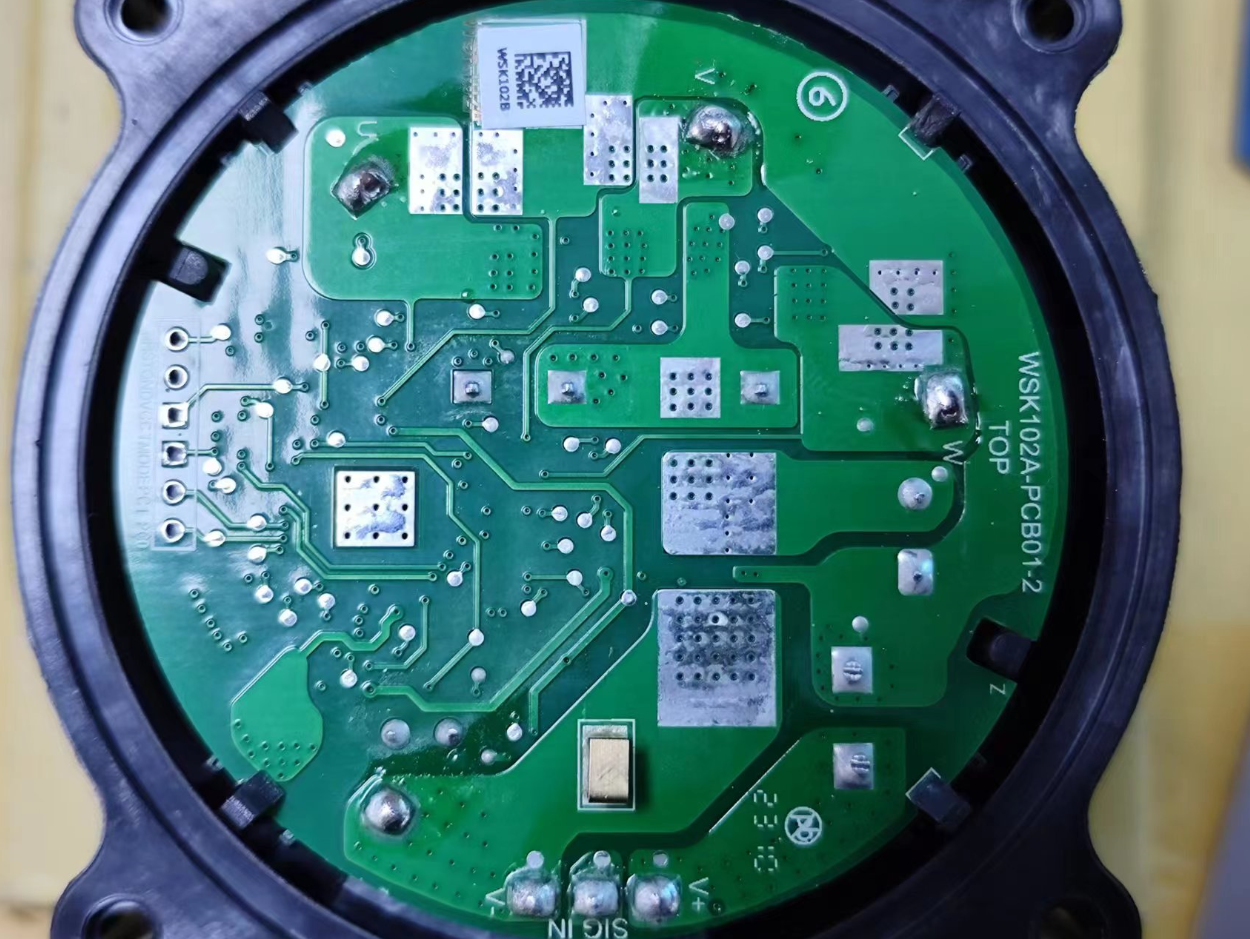
| PCB 烧损 / 分层 | 热输入过大、热影响区宽、无铅焊料熔点高 | 回流焊整体加热,易导致 PCB 翘曲、元器件损伤;波峰焊高温冲击,厚铜 PCB 易分层 |
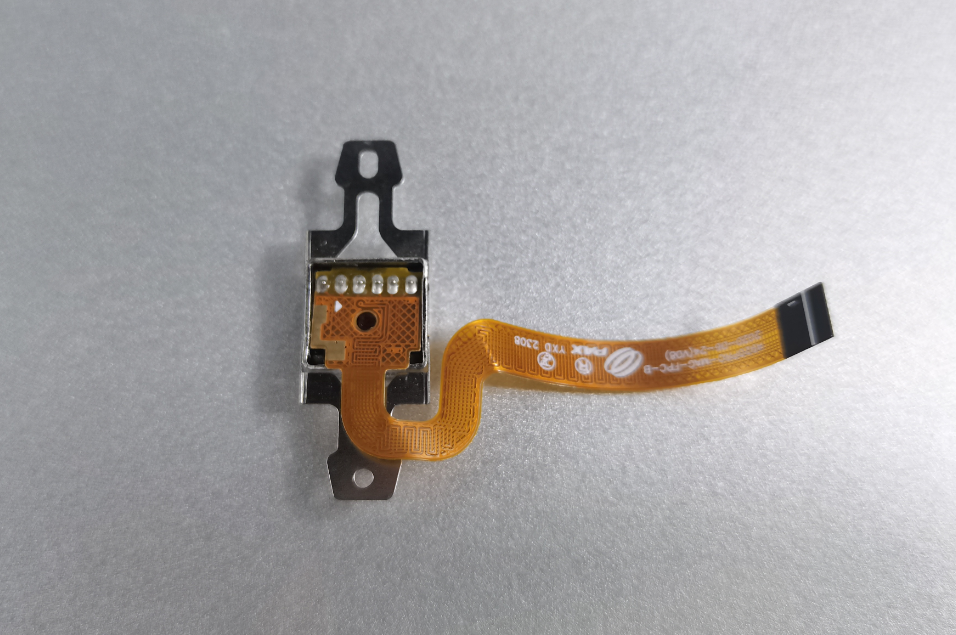
| 焊盘脱落 / 铜箔剥离 | 热应力集中、焊盘与基板结合力不足 | 传统工艺热影响区大,热应力反复作用,导致焊盘脱落,尤其在柔性 PCB(FPC)与刚性 PCB(RPC)结合处 |
二、激光锡焊核心原理与系统配置(适配消费电子)
核心原理
激光锡焊(含送丝式与预置焊锡式,消费电子优先送丝式)是利用聚焦激光束的高能量,精准作用于焊点区域,熔化匹配的锡基焊丝(如 SAC305 无铅锡丝)与局部母材(焊盘、引脚 / 插针),在保护气体氛围下快速冷却凝固,形成冶金结合焊点,实现电气与机械连接。其核心优势在于能量聚焦、局部加热、无接触、可精准补材。
核心系统组件(消费电子专用选型)
| 组件 | 功能 | 消费电子推荐选型 |
|---|---|---|
| 激光源 | 提供焊接能量 | 半导体激光器(976nm),功率 100–300W,脉冲模式(优先),脉冲能量 1–5J,脉宽 0.5–3ms;适配微型焊点的快速点焊 |
| 送丝系统 | 稳定输送锡丝 | 自动送丝机,φ0.1–0.3mm 细径无铅锡丝(SAC305),送丝速率 0.2–5mm/s,焊丝对中精度 ±10μm,适配高密度引脚 |
| 光学聚焦系统 | 聚焦激光束 | 扫描振镜 + F-theta 场镜,聚焦光斑直径 50–150μm,定位速度 > 1000mm/s,实现快速切换焊点 |
| 保护气体系统 | 防止氧化、改善熔池 | Ar 气(优先),流量 5–15L/min,微型同轴喷嘴,定向保护熔池,避免锡氧化形成焊渣 |
| 视觉定位系统 | 精准定位焊点 | CCD+CMOS 双视觉,定位精度 ±5μm,支持焊点识别、偏移补偿、焊后检测,适配批量自动化生产 |
| 运动平台 | PCB / 元器件定位 | XYθ 精密平台,重复定位精度 ±3μm,适配柔性 PCB、异形 PCB 的焊接 |
三、激光锡焊关键工艺参数优化(解决缺陷的核心手段)
针对消费电子常见焊点缺陷,通过精准参数组合可实现缺陷的系统性抑制,核心参数及优化方向如下:
激光参数优化(抑制烧损、虚焊、气孔)
功率 / 脉冲能量:SAC305 无铅锡丝,脉冲功率 100–200W,单脉冲能量 1–3J,脉宽 1–2ms;能量过低易虚焊,过高易烧损 PCB;
光斑直径 / 离焦量:光斑直径 80–120μm,离焦量控制在 ±0.3mm,保证熔池均匀,避免局部过热;
脉冲频率 / 扫描速度:脉冲频率 50–150Hz,扫描速度 15–35mm/s,与送丝速率联动,避免焊料堆积或未熔合。
送丝参数优化(抑制桥连、焊料不足)
焊丝选型:优先 SAC305 无铅锡丝,φ0.15–0.2mm,适配微型焊点;特殊场景(如高频、高可靠性)可选 Sn-Bi、Sn-Cu 等低熔点合金;
送丝速率:0.5–2mm/s,根据焊点大小与间隙调整,保证焊料量精准匹配,避免过量导致桥连;
送丝角度:焊丝与 PCB 表面夹角 30°–45°,保证焊丝精准送入激光光斑中心,避免焊料飞溅。
辅助参数优化(抑制氧化、热应力)
保护气体:Ar 气流量 8–12L/min,喷嘴距离焊点 1–3mm,保证熔池完全被保护氛围覆盖;
预热:对厚铜 PCB 或大尺寸插针,采用低温预热(80–100℃),减少热应力,避免 PCB 分层;
焊点间隙:控制插针与焊盘间隙 < 0.1mm,保证焊料润湿充分,形成冶金结合。
四、激光锡焊缺陷针对性解决方案(消费电子场景化)
| 缺陷类型 | 激光锡焊解决方案 | 工艺参数调整示例 |
|---|---|---|
| 虚焊 / 冷焊 | 提高激光脉冲能量、降低送丝速率、优化光斑对中、预处理焊区(去氧化膜) | 脉冲能量从 1J 提升至 1.8J;送丝速率从 1.5mm/s 降至 0.8mm/s;视觉定位补偿 ±3μm |
| 气孔 / 夹渣 | 增大 Ar 气流量、延长熔池存在时间、清洗焊丝与焊盘、采用同轴保护喷嘴 | Ar 气流量从 8L/min 增至 12L/min;脉宽从 1ms 延长至 1.5ms;焊丝用异丙醇清洗,焊盘用等离子体活化 |
| 桥连 / 短路 | 减少送丝量、缩小光斑直径、优化焊点间距、采用点 - 点焊接模式 | 送丝速率从 1.2mm/s 降至 0.6mm/s;光斑直径从 120μm 缩小至 80μm;采用振镜扫描,实现逐点精准焊接 |
| PCB 烧损 / 分层 | 降低激光功率、缩短脉宽、采用脉冲模式、低温预热、分区焊接 | 功率从 200W 降至 150W;脉宽从 2ms 缩短至 1ms;预热温度 90℃;对高密度区域分区焊接,避免热累积 |
| 焊盘脱落 / 铜箔剥离 | 控制热输入、采用多脉冲分步焊接、优化焊点形状、增强焊盘预处理 | 采用 2–3 次低能量脉冲分步焊接;焊点形状设计为圆形,避免尖角应力集中;焊盘用等离子体处理,提升润湿与结合力 |
五、激光锡焊在消费电子中的典型应用与优势
典型应用场景
手机 / 平板:主板 BGA 返修、FPC 与主板连接、摄像头模组引脚焊接、Type-C 接口插针焊接;
智能穿戴:手表 / 手环的微型 PCB 与电池引脚焊接、传感器引脚焊接、柔性电路焊接;
电脑 / 外设:笔记本电脑主板的 CPU 插座引脚焊接、显卡的显存引脚焊接、打印机的控制板焊点焊接;
智能家居:路由器的射频 PCB 引脚焊接、智能音箱的音频模块焊点焊接、安防摄像头的 PCB 焊点焊接。
核心优势
极致精密:聚焦光斑小(50–150μm),热影响区窄(<100μm),适配 0.3mm pitch 以下的高密度引脚,避免桥连与短路;
高一致性:自动化控制,参数可精准复现,批量生产良率可达 99.9% 以上,远优于手工焊;
低损伤:局部加热,仅作用于焊点区域,避免 PCB 整体加热导致的翘曲、元器件损伤,尤其适合热敏元器件(如传感器、芯片)附近的焊接;
环保无铅:适配 SAC305 等无铅焊料,符合 RoHS 标准,无助焊剂残留问题(可采用无助焊剂焊接);
灵活适配:送丝式可灵活补材,适配不同间隙、不同厚度的焊点,可实现点焊、缝焊、环形焊等多种焊点形式,适配异形 PCB 与柔性 PCB。
六、激光锡焊实施关键注意事项与质量检测
实施关键注意事项
焊材匹配:优先选用与母材(焊盘、引脚)材质相近的焊料,避免冶金差异导致焊点脆性;例如 Cu 引脚 + Cu 焊盘,优先选用 Cu 基或锡铜合金焊料;
焊区预处理:焊接前需对焊盘与引脚进行预处理,包括清洗(异丙醇 / 乙醇)、去氧化膜(等离子体处理 / 酸洗)、活化,保证焊料润湿充分;
设备校准:定期校准激光功率、送丝速率、定位精度、光斑尺寸,避免设备漂移导致焊点质量波动;建议每日开机校准,每周全面校准;
工艺验证:批量生产前,需进行工艺验证,包括拉力测试(焊点拉力 > 5N)、电阻测试(焊点电阻 < 5mΩ)、X 射线检测(无气孔、无虚焊)、金相分析(焊点组织均匀)。
质量检测方案
在线检测:视觉定位系统实时检测焊点位置与形状,判断是否存在桥连、焊料不足等缺陷;
离线检测:X 射线检测(XRT)检测内部气孔、虚焊;拉力测试检测焊点机械强度;电阻测试检测电气性能;金相分析检测焊点微观组织;
可靠性测试:温度循环测试(-40℃~85℃,500 次)、振动测试(10–2000Hz,20g)、盐雾测试(5% NaCl,48h),验证焊点在极端环境下的可靠性。
七、推荐方案与选型建议
方案选型(按产能与精度需求)
| 需求场景 | 推荐方案 | 核心配置 |
|---|---|---|
| 小批量研发 / 返修 | 桌面式激光锡焊机 | 半导体激光器(100W,脉冲),单轴送丝机,XYθ 手动平台,CCD 视觉定位 |
| 中批量生产 | 半自动激光锡焊线 | 半导体激光器(200W,脉冲),自动送丝机,XYθ 精密平台,双视觉定位,离线检测模块 |
| 大批量量产 | 全自动激光锡焊生产线 | 半导体激光器(300W,脉冲 / 连续),多轴送丝机,龙门式运动平台,视觉定位 + 在线检测 + 自动分拣,适配 24 小时连续生产 |
关键选型建议
激光源:消费电子优先选用半导体激光器(976nm),功率 100–300W,脉冲模式可精准控制热输入,避免烧损;
送丝系统:优先选用自动送丝机,搭配 φ0.15–0.2mm 的 SAC305 无铅锡丝,送丝速率可调(0.5–2mm/s),保证焊料量精准;
视觉系统:必须配备双视觉定位系统(CCD+CMOS),定位精度 ±5μm,支持焊点识别、偏移补偿、焊后检测;
保护气体:优先选用Ar 气,流量 8–12L/min,采用微型同轴喷嘴,定向保护熔池,避免锡氧化。


