激光锡焊温度控制系统 实现焊接质量的飞跃
激光焊锡是电子制造、精密装配等领域的关键工艺,其核心是通过激光的高能量密度快速加热焊锡材料(焊锡丝、焊锡膏等)及被焊工件(如 PCB 板、电子元件引脚),使焊锡熔化并形成可靠连接。温度是决定焊接质量的核心参数:温度过高可能导致工件(如 PCB 板、芯片)热损伤、焊锡氧化;温度过低则焊锡未完全熔化,易形成虚焊。因此,激光焊锡的温度监测是保证焊接一致性和可靠性的关键环节。
激光焊锡温度监测的核心需求
实时性:激光加热速度极快(毫秒级甚至微秒级),需快速响应温度变化(通常要求采样频率≥1kHz);
准确性:焊锡熔点通常在 183~230℃(如 Sn63Pb37 熔点 183℃,无铅焊锡 SnAgCu 约 217℃),监测误差需≤±5℃;
抗干扰性:激光本身的强光反射、焊接产生的烟雾、飞溅等会干扰监测信号;
非接触性:避免监测装置接触高温区域或干扰焊接过程(如焊锡流动、激光聚焦)。
红外测温技术(最常用)
原理:基于黑体辐射定律(物体温度越高,红外辐射能量越强),通过检测焊锡或工件表面发射的红外辐射强度,换算出温度。
分类:
单点红外测温仪:仅监测单一位置温度,结构简单、成本低,适合焊点小且位置固定的场景(如芯片引脚焊锡);
红外热像仪:通过红外焦平面阵列(FPA)获取焊接区域的二维温度分布图像,可同时监测焊点及周边区域温度(如 PCB 板受热范围),适合复杂焊点或大面积加热场景。
优势:响应速度快(微秒级)、非接触、成本适中(单点式);
挑战:
发射率影响:焊锡(金属)和 PCB 板(复合材料)的表面发射率低且随温度 / 状态变化(如焊锡熔化后表面光泽度改变),易导致误差,需通过涂层(如黑色高温漆)或发射率校准算法修正;
激光反射干扰:激光(如 1064nm、10.6μm 波长)可能被工件反射,进入红外传感器后误判为高温信号,需通过滤光片(过滤激光波长)或角度调整(避免传感器正对反射方向)解决;
烟雾 / 飞溅遮挡:焊接产生的烟雾会吸收红外辐射,需配合吹气装置(如氮气保护)清除烟雾。
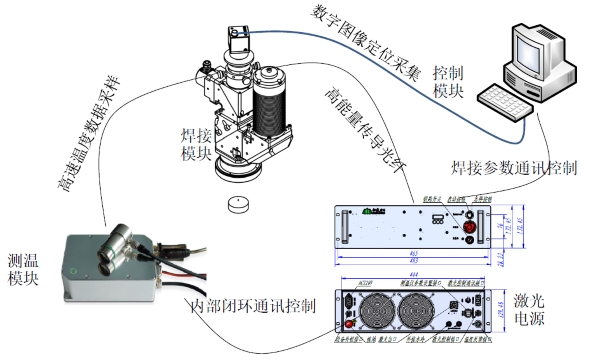
温度监测系统的组成
一套完整的激光焊锡温度监测系统通常包括:
传感单元:红外测温仪 / 热像仪、光谱探测器等,负责采集温度信号;
信号处理单元:对原始信号滤波(去除噪声)、校准(发射率修正、反射补偿),输出准确温度值;
反馈控制单元:将实测温度与目标温度(如焊锡熔点 + 20~50℃)对比,实时调整激光参数(功率、脉宽、扫描速度),形成闭环控制(如温度过高则降低功率,过低则延长加热时间);
可视化单元:通过屏幕显示实时温度值或热像图,便于操作人员监控。
激光焊锡温度监测以红外测温技术为核心,通过非接触方式实现快速、实时的温度采集,配合闭环控制可有效避免过热或虚焊。实际应用中需重点解决发射率波动、激光反射、烟雾干扰等问题,根据焊接精度要求(如消费电子 vs 航空航天)选择单点测温或热像仪方案,必要时结合光谱测温提升准确性。温度监测技术的成熟度直接决定了激光焊锡的质量稳定性,是电子制造自动化、精密化的关键支撑。松盛光电致力于激光锡焊领域的研发,其温控系统能准确测量焊接过程中的温度,实现闭环恒温焊接,大大提高了激光焊接的稳定性和一致性。


