不同塑料制品的不同激光焊接方式
塑料激光焊接是利用激光能量实现塑料部件连接的工艺,根据激光作用原理、材料特性及焊接结构的不同,主要可分为以下几种方式,其原理、适用场景及特点如下:
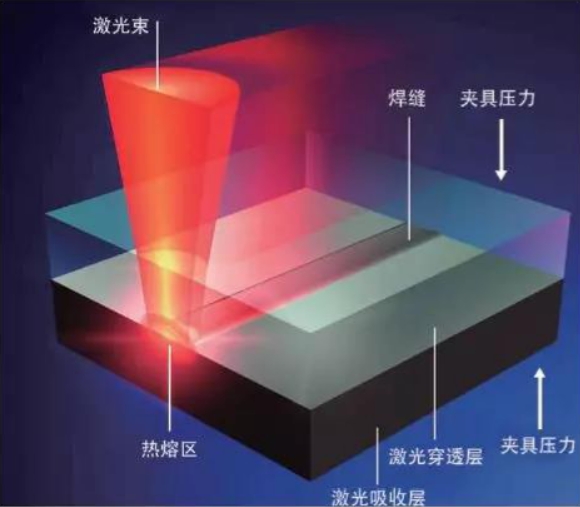
一、透射激光焊接(Transmission Laser Welding)
原理
上层材料对激光(通常为近红外光,波长 800-1064nm)透明,下层材料因添加颜料或填料(如炭黑)可吸收激光能量。
激光穿透上层材料后被下层吸收,加热接触面使其熔化,施加压力冷却后完成焊接。
适用材料
透明材料:PC(聚碳酸酯)、PMMA(亚克力)、PET(聚对苯二甲酸乙二醇酯)等。
吸收材料:添加黑色或深色颜料的 ABS、PA(尼龙)、PP(聚丙烯)等。
关键要求:材料组合需满足 “一透一吸”,且厚度比通常为透明层≤1mm,吸收层≥0.5mm。
特点
优势:非接触、热影响区小(<0.1mm)、精度高(±0.05mm),适合精密部件。
局限:材料组合受限,需严格控制激光透过率与吸收率。
应用场景
医疗领域:输液泵壳体(PC + 黑色 ABS)、微流控芯片(PMMA + 黑色 PC)。
汽车电子:传感器外壳(透明 PC + 黑色 PA)、连接器密封件。
二、传导激光焊接(Conduction Laser Welding)
原理
激光直接照射待焊塑料表面,材料吸收激光能量后表层升温熔化,通过热传导使下层材料熔融,再施压冷却结合。
适用材料
深色或高吸收性塑料:黑色 ABS、PA、POM(聚甲醛)等。
对激光波长有较高吸收率的材料(如添加炭黑、碳纤维的工程塑料)。
特点
优势:无需材料透光性,可焊接单一材质或同色系部件,设备成本较低。
局限:热影响区较大(0.2-0.5mm),焊接精度低于透射焊接。
应用场景
汽车行业:电池外壳(黑色 PP)、发动机盖密封件(PA)。
工业部件:黑色塑料齿轮、连接器底座。
三、轮廓激光焊接(Contour Laser Welding)
原理
激光沿预设焊接轮廓(如直线、曲线)逐点扫描,通过移动激光束或工件实现连续焊接。
可分为 “同步焊接”(激光与工件同步移动)和 “准同步焊接”(分段扫描)。
适用材料
适用于透射焊接或传导焊接的材料组合,尤其适合复杂几何形状的焊缝。
特点
优势:灵活性高,可焊接任意二维轮廓,适合定制化部件。
局限:焊接速度受轮廓复杂度影响,效率低于大面积焊接。
应用场景
电子元件:异形传感器外壳、复杂形状的密封件。
医疗器械:定制化塑料导管接头。
四、准同步激光焊接(Quasi-Simultaneous Laser Welding)
原理
将激光束通过光学系统(如振镜)分解为多个子光束,按预设路径快速扫描焊接区域,实现 “分步同步” 焊接。
相比轮廓焊接,可减少移动时间,提高效率。
适用材料
同透射焊接或传导焊接的材料组合,适合中等尺寸部件(≤100mm×100mm)。
特点
优势:焊接速度快(比轮廓焊接提高 30%-50%),热分布更均匀。
局限:需高精度光学系统,设备成本较高。
应用场景
汽车领域:仪表盘壳体(PC + 黑色 ABS)、车灯底座。
消费电子:手机摄像头模组密封件。
五、同步激光焊接(Simultaneous Laser Welding)
原理
使用大面积激光光斑(如矩形、环形)一次性照射整个焊接区域,瞬间加热接触面实现焊接。
需配合高精度夹具确保部件贴合。
适用材料
同透射焊接的材料组合,适合简单平面或规则形状的焊缝。
特点
优势:焊接速度极快(<0.5 秒),一致性好,适合大批量生产。
局限:仅适用于简单几何结构,对工件平整度要求高。
应用场景
医疗耗材:注射器活塞(PP + 黑色 PP)、药盒密封盖。
包装行业:塑料容器顶盖焊接。
六、远程激光焊接(Remote Laser Welding)
原理
激光通过光纤传输并经振镜系统引导,实现远距离(数米内)焊接,无需工件与激光头直接接触。
适用材料
同透射焊接或传导焊接的材料组合,尤其适合难以接近的部位(如内部结构)。
特点
优势:非接触、灵活度高,可焊接三维空间内的复杂部件,无需机械工装。
局限:对激光能量损耗较大,需高功率激光器。
应用场景
汽车制造:发动机舱内传感器焊接(空间受限场景)。
航空航天:复杂管路接头(PEEK 材料)。
七、激光钎焊(Laser Brazing for Plastics)
原理
在塑料接触面之间放置热熔性钎料(如低熔点塑料丝、薄膜),激光加热钎料熔化后填充缝隙,连接两侧材料。
适用材料
可用于难以直接焊接的材料组合(如不同熔点塑料、塑料与金属)。
特点
优势:降低对材料吸收率的要求,可连接异种材料,焊缝强度较高。
局限:需额外添加钎料,工艺复杂度增加。
应用场景
塑料与金属连接件(如汽车内饰件中的塑料 - 铝框架)。
选择依据与趋势
材料特性:优先考虑材料对激光的透过率与吸收率,透射焊接需 “一透一吸”,传导焊接需材料高吸收。
生产效率:同步焊接适合大批量简单部件,轮廓焊接适合小批量定制件。
行业趋势:随着新能源汽车、医疗设备对精密焊接的需求增加,透射激光焊接与远程激光焊接的应用逐渐扩大,同时激光与机器人技术的结合(如振镜扫描)正推动焊接自动化升级。


